本質的に、研究室用プレスで粉末を加工するには、莫大な油圧を使用して、緩い材料を固体で均一な形状に圧縮します。粉末はダイと呼ばれるツール内に収容され、プレスはプラテンとして知られる鋼板を介して制御された圧力を加え、粒子を凝集性のあるペレットまたはディスクに固めます。
粉末プレスの目的は、単にその形状を変えるだけでなく、最終的な密度と完全性を制御することです。このプロセスをマスターするには、圧力、時間、場合によっては温度がどのように相互作用して、緩い粉末を特定の利用可能な固体形態に変換するかを明確に理解する必要があります。
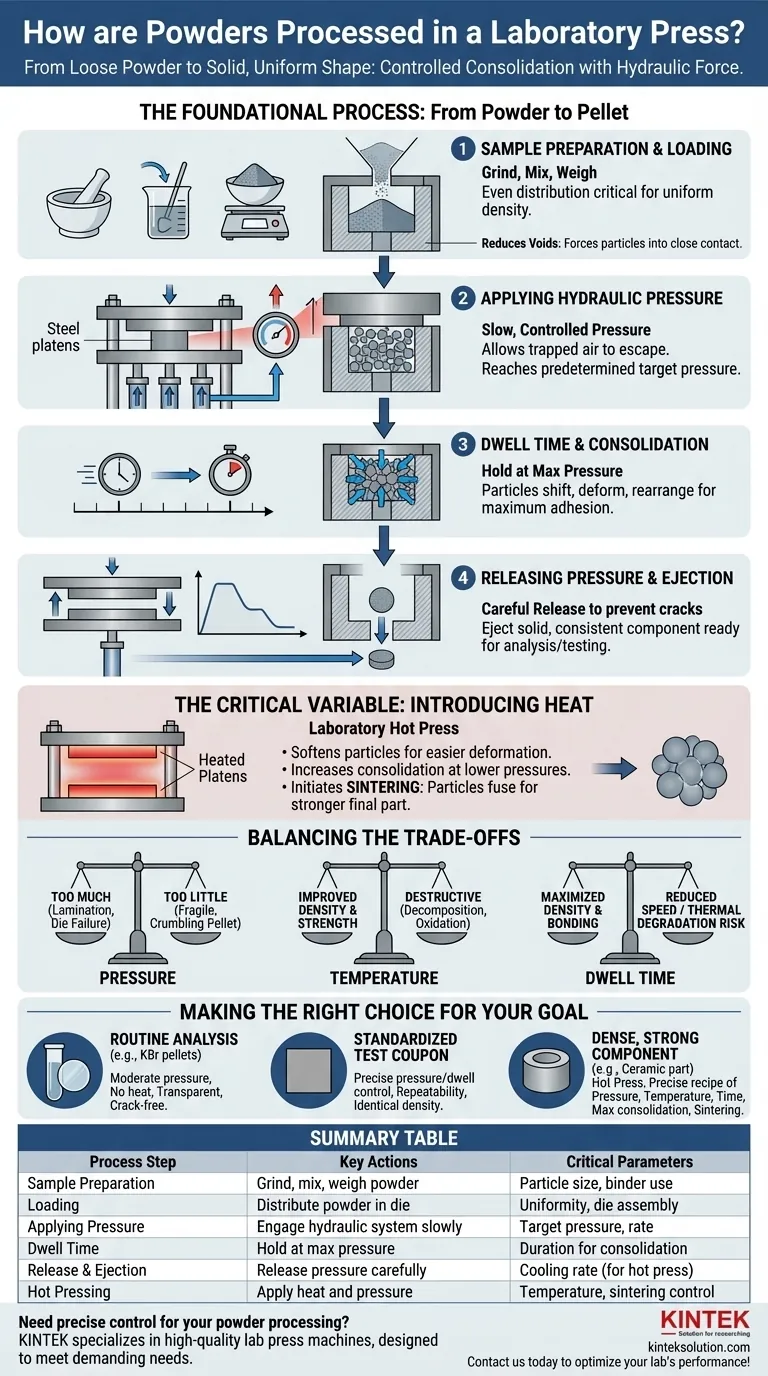
基本的なプロセス:粉末からペレットへ
研究室用プレスの基本的な目的は、粉末粒子間の空隙、つまり空きスペースを減らし、それらを密接に接触させることです。この固化が、最終製品に構造的な完全性を与えます。
ステップ1:サンプル準備と充填
プロセスはプレスに触れる前から始まります。粉末は適切に準備する必要があり、これには均一な粒度にするための粉砕や、結合剤との混合が含まれる場合があります。
この準備された粉末は、慎重に計量され、ダイアセンブリに充填されます。最終的なペレットが均一な密度と厚さを持つようにするためには、ダイ内での粉末の均一な分布が重要です。
ステップ2:油圧の印加
ダイが組み立てられプレスに配置されたら、油圧システムが作動します。圧力は通常、粉末マトリックスから閉じ込められた空気が逃げるのを許容するために、ゆっくりと慎重に印加されます。
オペレーターは、所定の目標圧力に達するまで力を増加させます。この目標は、材料の特性と最終ペレットの望ましい特性によって決定されます。
ステップ3:保持時間と固化
プレスは、多くの場合、最大圧力で特定の期間、つまり保持時間、サンプルを保持します。この段階で、粒子は移動、変形、再配列を続け、粒子間接触と接着を最大化します。
ステップ4:圧力の解放と排出
保持時間の後、圧力は印加されたときと同じくらい慎重に解放されます。急速な解放は、蓄えられた弾性エネルギーのためにペレットにひび割れや層間剥離を引き起こす可能性があります。
圧力が完全に解放されたら、ペレットはダイから慎重に排出されます。結果として得られるのは、分光分析や材料試験などの意図された用途にすぐに使用できる、固体の、一貫した形状のコンポーネントです。

重要な変数:熱の導入
多くの高度なアプリケーションでは、圧力だけでは十分ではありません。研究室用ホットプレスは、プラテンに加熱要素を統合し、強力な変数として温度を導入します。
なぜホットプレスを使うのか?
熱は粉末粒子を軟化させ、より塑性にして変形しやすくするのに役立ちます。これにより、より低い圧力で大幅に大きな固化と密度が可能になります。
特定の材料の場合、熱と圧力の組み合わせにより焼結が開始されます。これは、粒子が互いに融合し始め、はるかに強力で堅牢な最終部品を生成するプロセスです。
ホットプレス作業フロー
手順は冷間プレスと同様ですが、重要な熱段階が含まれます。圧力と保持時間とともに、加熱速度、最終温度、冷却速度などの主要なパラメーターが設定されます。サンプルは軽い圧力下で加熱され、目標温度と圧力で保持され、その後排出前に慎重に冷却されます。
トレードオフの理解
完璧な結果を達成することは、バランスの取れた行為です。変数は相互に関連しており、1つを変更すると複数の方法で結果に影響します。
圧力:多すぎると少なすぎる
圧力が不十分だと、もろく「未硬化」のペレットになり、簡単に崩れてしまいます。逆に、過剰な圧力は、ペレットが水平層に分離する層間剥離や、ダイセットの壊滅的な故障につながる可能性もあります。
温度:両刃の剣
熱は密度と強度を大幅に向上させますが、破壊的な場合もあります。材料の熱安定限界を超えると、分解、酸化、または望ましくない化学変化を引き起こし、最終結果を損なう可能性があります。
保持時間:密度の最大化 vs. スループット
保持時間が長くなると、粒子結合と最終密度が向上しますが、プロセス速度が低下します。熱に敏感な材料の場合、保持時間が長くなると熱劣化のリスクが高まります。
目標に応じた適切な選択
プレスの戦略は、最終目標によって完全に決定されるべきです。
- 日常的な分析(例:FTIR用のKBrペレット)に主眼を置く場合: 目標は透明でひび割れのないディスクであり、これは多くの場合、中程度の圧力と熱なしで達成されます。
- 標準化された試験片の作成に主眼を置く場合: 目標は再現性であり、すべてのサンプルが同一の密度と寸法を持つように、圧力と保持時間に対する正確な制御が必要です。
- 高密度で強力な部品(例:セラミック部品)の製造に主眼を置く場合: ホットプレスを使用し、最大固化と焼結を達成するために、圧力、温度、時間の正確なレシピを開発する必要があります。
究極的に、研究室用プレスは材料の制御された固化のためのツールであり、その使用法をマスターすることが、信頼性のある再現可能な結果を生み出す鍵となります。
要約表:
| プロセスステップ | 主な操作 | 重要なパラメーター |
|---|---|---|
| サンプル準備 | 粉末を粉砕、混合、計量 | 粒度、バインダーの使用 |
| 充填 | 粉末をダイに分配 | 均一性、ダイアセンブリ |
| 圧力印加 | 油圧システムをゆっくり作動させる | 目標圧力、速度 |
| 保持時間 | 最大圧力で保持する | 固化のための時間 |
| 解放&排出 | 圧力を慎重に解放する | 冷却速度(ホットプレスの場合) |
| ホットプレス | 熱と圧力を印加する | 温度、焼結制御 |
粉末加工に精密な制御が必要ですか? KINTEKは、自動ラボプレス、等方性プレス、加熱ラボプレスを含む高品質なラボプレス機を専門とし、研究室の厳しいニーズに対応できるように設計されています。当社の装置は、材料試験や分光分析などの用途において、信頼性の高い圧縮、均一な密度、および効率の向上を保証します。今すぐお問い合わせください。当社のソリューションがお客様のラボのパフォーマンスをどのように最適化し、一貫した結果を提供できるかをご説明いたします!
ビジュアルガイド
関連製品
- 研究室の油圧出版物 2T KBR FTIR のための実験室の餌出版物
- 実験室用油圧プレス 実験室用ペレットプレス ボタン電池プレス
- 研究室の油圧出版物の手袋箱のための実験室の餌の出版物機械
- 研究室ホットプレートと分割マニュアル加熱油圧プレス機
- XRF KBR FTIR の実験室の出版物のための実験室の油圧餌の出版物



















