ペレットプレス中のプランジャーの座屈を軽減するには、この不安定性を引き起こす要因、すなわちプランジャーの形状とそれに耐えなければならない軸方向荷重に直接対処する必要があります。最も効果的な方法は、印加する圧縮力を減らすか、ペレットの最終高さを低くするか、または特注の短いプランジャーを使用することです。これらの調整は、構造的な故障を防ぎ、機器とサンプルの両方の完全性を確保するために不可欠です。
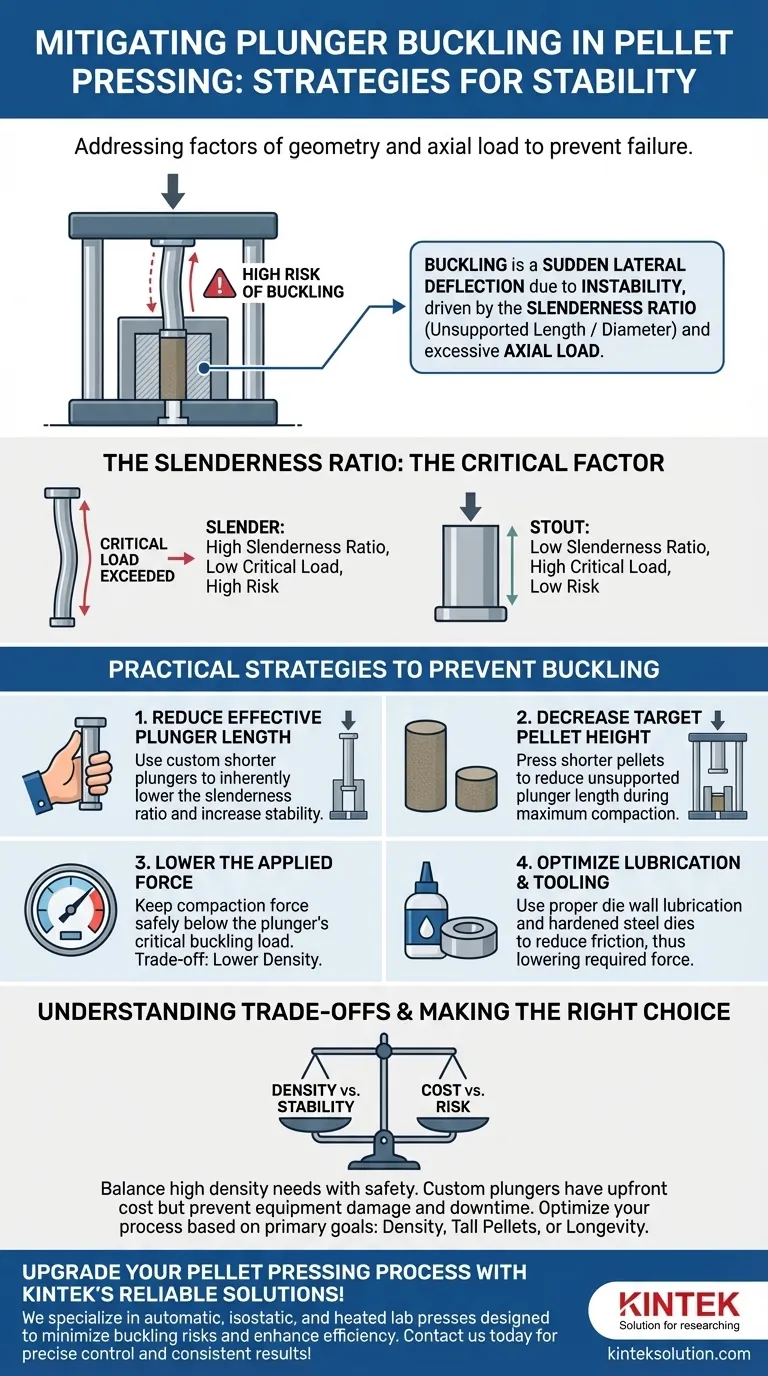
座屈は、根本的には材料強度だけでなく安定性の破壊です。リスクは、プランジャーの細長比、つまりその有効な支持されていない長さと直径の比率によって決まります。主な目標は、この比率を最小限に抑えるか、それに作用する圧縮力を減らすことです。

プランジャー座屈の物理学
プランジャーが座屈する理由を理解することが、それを防ぐための第一歩です。この破壊は、徐々に曲がるのではなく、特定の荷重しきい値を超えたときに突然発生する壊滅的な横方向のたわみです。
座屈とは?
立てたプラスチック定規を上から押すことを想像してください。わずかな力ではまっすぐなままです。しかし、十分な力、つまり臨界荷重を加えると、突然横にカクンと折れます。これが座屈です。
同じ原理がダイ内のプランジャーにも当てはまります。粉末を圧縮すると、プランジャーは巨大な軸方向荷重の下で細長い柱として機能します。
細長比の重要な役割
座屈のリスクを決定する最も重要な単一の要因は、プランジャーの細長さです。これは、その支持されていない長さと断面寸法(通常は直径)の比率です。
長くて細いプランジャーは「細身」であり、座屈しやすいです。短くて太いプランジャーは「頑丈」であり、座屈が問題になる前にはるかに高い圧縮力に耐えることができます。
圧縮力が故障を引き起こす仕組み
所定のプランジャー形状には、座屈する前に耐えられる理論上の最大力があります。ペレットプレス中、粉末を圧縮するために必要な力は、プランジャーが長すぎるか、目標密度が高すぎる場合、この臨界荷重を容易に超える可能性があります。
座屈を防ぐための実践的な戦略
以下の戦略は、プランジャーの形状またはプロセスに関わる力を変更することにより、座屈の物理学に直接対処します。
戦略1:有効プランジャー長を短縮する
これは最も直接的で効果的な方法です。短いプランジャーは細長比が低く、本質的に安定しています。常にプランジャーの長い部分が支持されていない状態でペレットをプレスしている場合は、特注の短いプランジャーを使用するのが最善の解決策です。
戦略2:目標ペレット高を低くする
背の高いペレットをプレスするには、より多くのプランジャーストロークが必要になり、最大の圧縮時にプランジャーの支持されていない長さが増加します。
ペレットの最終目標高さを減らすことで、操作の最高圧段階でプランジャーがダイ壁によってより良く支持されるようになり、実質的に細長さが減少します。
戦略3:印加する力を低減する
最大圧縮力を直接減らすことで、プランジャーの臨界座屈荷重を安全に下回ることができます。
ただし、これはしばしばペレットの品質とのトレードオフを伴い、力が低いと密度や強度が低くなる可能性があります。このアプローチは、他の戦略と組み合わせた場合に最も効果的です。
戦略4:潤滑とツーリングを最適化する
粉末とダイ壁間の摩擦は、圧縮力に抵抗します。摩擦が高いほど、所望の密度を達成するためにより多くの力を加える必要があり、座屈のリスクが増加します。
適切なダイ壁潤滑と滑らかな硬化鋼ダイを使用することで、この摩擦が減少します。これにより、より低い印加力で目標密度に到達でき、プランジャーにかかる応力を直接低減できます。
トレードオフの理解
これらの戦略を実行するには、競合する目標のバランスを取る必要があります。これらのトレードオフを認識することが、プロセス全体を最適化するための鍵です。
ペレット密度 vs. プランジャー安定性
最も一般的な対立は、高いペレット密度を達成することとプランジャーの安全性を確保することです。高密度化にはより高い力が必要であり、座屈リスクが増加します。機器を危険にさらすことなく許容可能なペレットを製造する最適な力を見つける必要があります。
ツーリングコスト vs. 運用リスク
特注の短いプランジャーを注文するには、初期費用とリードタイムがかかります。しかし、この投資は、破損した標準プランジャーの費用、台無しになったサンプル、およびかなりの運用停止時間を防ぐことで容易に相殺できます。
スループット vs. プロセス信頼性
非常に背の高いペレットを製造しようとすると効率的に見えるかもしれませんが、座屈破壊の可能性が大幅に高まります。機器の故障が一般的になると、より高いスループットの追求は、全体的な信頼性と歩留まりの低下につながる可能性があります。
プロセスに最適な選択をする
理想的な戦略は、ペレット化操作の主な目標によって異なります。
- ペレット密度を最大化することが主な焦点である場合:可能な限り短いプランジャーを使用し、必要な圧縮力を最小限に抑えるためにダイが適切に潤滑されていることを優先してください。
- 背の高いペレットを製造することが主な焦点である場合:より広い直径のプランジャー(ダイが許す場合)を使用し、圧縮力を細心の注意を払って制御して臨界座屈荷重を下回るようにすることで、固有のリスクを軽減する必要があります。
- 機器の寿命と信頼性が主な焦点である場合:短いペレット高を標準化し、高品質の硬化鋼ツーリングに投資し、厳格な潤滑とメンテナンススケジュールを実行してください。
座屈が力だけでなく、形状と安定性の課題であることを理解することで、一貫性のある信頼性の高い結果を得るためにプロセスを戦略的に適応させることができます。
まとめ表:
| 戦略 | 主なアクション | 主な利点 |
|---|---|---|
| プランジャー長を短縮 | 特注の短いプランジャーを使用する | 安定性のために細長比を低減する |
| ペレット高を低減 | 短いペレットをプレスする | 支持されていない長さを減らし、リスクを低減する |
| 印加力を低減 | 圧縮力を調整する | 臨界荷重を超えないようにする |
| 潤滑を最適化 | ダイ壁潤滑剤を使用する | 摩擦と必要とされる力を低減する |
KINTEKの信頼性の高いラボプレス機でペレットプレスプロセスをアップグレードしましょう! 当社は、座屈リスクを最小限に抑え、研究室の効率を高めるように設計された自動ラボプレス、等方圧プレス、加熱ラボプレスを専門としています。当社のソリューションは、正確な制御、耐久性、一貫した結果を保証します。今すぐお問い合わせフォームからご連絡いただき、お客様のニーズをサポートし、機器の故障を防ぐ方法についてご相談ください!
ビジュアルガイド
関連製品
- 全自動ラボ用油圧プレス機・ラボ用ペレットプレス機
- 手動冷たい静的な押す CIP 機械餌の出版物
- 研究室の油圧出版物の手袋箱のための実験室の餌の出版物機械
- XRFおよびKBRペレット用自動ラボ油圧プレス
- FTIR用 XRF KBR プラスチックリング 実験室粉末ペレット成形金型



















