要するに、熱間プレスにおける高密度化は相乗的なプロセスであり、高温が粉末材料を軟化させ、外部圧力が粒子同士を押し付けることを可能にします。この組み合わせにより、粒子間の空隙、すなわち気孔がなくなり、粉末が固体で密な部品に融合します。
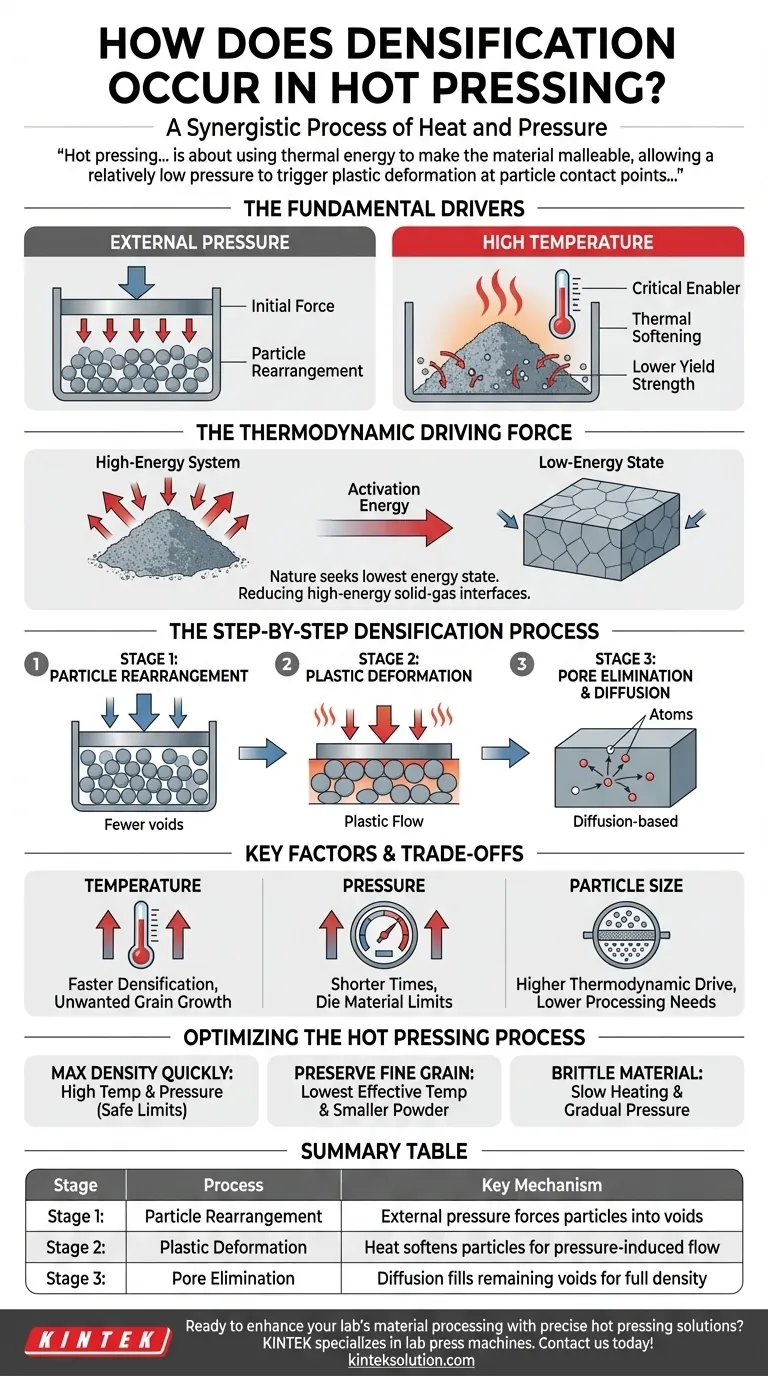
熱間プレスは単に粒子を押し固めるだけではありません。熱エネルギーを利用して材料を可塑性にし、比較的低い圧力で粒子接触点における塑性変形を引き起こすことが、高密度を達成するための主要なメカニズムとなります。
高密度化の基本的な駆動力
熱間プレスがどのように機能するかを理解するには、まず作用する2つの力、すなわち圧力の外部応力と温度によって生成される内部駆動力、を把握する必要があります。
外部圧力の役割
加えられる圧力は、固化のための最初かつ一定の力として機能します。これは、粒子の再配列を引き起こすことによって高密度化の第一段階を促進します。
緩い砂利の入った容器を想像してみてください。それを振ると、石がより密な配列に落ち着きます。熱間プレスでは、外部圧力はこのプロセスをはるかに効果的に実行し、粉末粒子がお互いに滑り合って、より密に詰め込まれた構成になるように強制します。
高温の役割
温度は決定的なイネーブラー(可能にするもの)です。材料が加熱されると、その原子の振動が激しくなり、それらを剛性構造に保持している結合が弱まります。これにより、材料はより柔らかくなり、形状を変えやすくなります。
この熱的軟化により、材料の降伏応力(永久変形を引き起こすのに必要な応力)が劇的に低下します。
熱力学的駆動力
微視的なレベルでは、バラバラの粉末の集合体は高エネルギー系です。これは、粒子の広大な表面積が大きな表面自由エネルギーを含んでいるためです。
自然は常に最低エネルギー状態を求めます。粒子が融合し、高エネルギーの固体-気体界面(粒子表面)を低エネルギーの固体-固体界面(粒界)に置き換えることで、系の全自由エネルギーが減少します。高温は、このプロセスが発生するために必要な活性化エネルギーを提供します。

段階的な高密度化プロセス
高密度化は瞬間的ではありません。温度と圧力が加えられるにつれて、それは明確で、しばしば重なり合う段階を経て進行します。
第1段階:粒子の再配列
圧力が最初に加えられると、粒子は隣接する粒子間の空隙に機械的に押し込まれます。この初期のパッキングにより、緩い構造や「架橋」が破壊され、部品の全体的な密度が大幅かつ急速に増加します。
第2段階:塑性変形
これが熱間プレスプロセスの核心です。温度が上昇すると、粒子間の接触点が軟化します。一定の外部圧力により、これらの軟化した点が変形して平らになるように強制され、これは塑性流動として知られるメカニズムです。
この平坦化により、粒子間の接触面積が劇的に増加し、それらの間に閉じ込められていた気孔が押し出されます。この段階の効率が、熱間プレスを非加圧焼結と区別する点です。
第3段階:気孔の除去と拡散
最終段階では、ほとんどの気孔が閉鎖されています。残りの空隙は通常、材料内に小さく孤立しています。これらは、原子が空隙を埋めるために移動する、より遅い拡散ベースのメカニズムによって除去され、理論密度100%への最終的なアプローチにつながります。
主要な要因とそのトレードオフ
熱間プレスの結果を制御するには、その中心となるパラメータの慎重なバランスが必要です。それぞれの選択には、部品の最終特性に影響を与えるトレードオフが伴います。
温度の影響
温度が高いほど、塑性流動と拡散が促進され、より速く、より完全な高密度化につながります。ただし、過度の温度は望ましくない粒成長を引き起こす可能性があり、これは強さや硬度などの材料の機械的特性を劣化させることがよくあります。
圧力の影響
圧力を高めることは、再配列と塑性流動の駆動力が増加します。これにより、加工時間を短縮し、低温での材料の高密度化を助けることができます。主な制限は、通常グラファイトであるダイ材料の機械的強度であり、過度の圧力下では破損する可能性があります。
粒子サイズの影響
このプロセスは、より小さな出発粒子でより効果的です。より小さな粒子はより高い表面積/体積比を持ち、これは高密度化のためのより強い熱力学的駆動力となる表面自由エネルギーが高いことを意味し、より低い温度と短い時間でプロセスが発生することを可能にします。
熱間プレスプロセスの最適化
特定の材料と部品の目標を達成するためには、プロセスパラメータの微調整が不可欠です。
- 迅速に最大密度を達成することが主な焦点である場合: 材料と装置の安全な動作限界内で、より高い温度と圧力を使用します。
- 優れた機械的特性のために微細な結晶粒構造を維持することが主な焦点である場合: 効果的な最低温度を使用し、粒成長を促進しないように小さな出発粉末と組み合わせます。
- 脆性または敏感な材料を扱っている場合: 熱衝撃や機械的応力による亀裂を防ぐために、よりゆっくりとした加熱速度と段階的な圧力の適用を採用します。
熱、圧力、出発材料の間の相互作用を習得することが、高性能部品を首尾よく製造するための決定的な道筋です。
要約表:
| 段階 | プロセス | 主要なメカニズム |
|---|---|---|
| 第1段階 | 粒子の再配列 | 外部圧力が粒子を空隙に押し込む |
| 第2段階 | 塑性変形 | 熱により粒子が軟化し、圧力誘発性の流動が可能になる |
| 第3段階 | 気孔の除去 | 拡散により残りの空隙が充填され、完全な密度が得られる |
精密な熱間プレスソリューションで研究室の材料加工を強化する準備はできましたか?KINTEKは、高密度部品を効率的に実現するために設計された自動ラボプレス、静水圧プレス、加熱ラボプレスを含むラボプレス機の製造を専門としています。今すぐお問い合わせいただき、当社の装置がお客様の研究室のニーズに対して高密度化プロセスを最適化し、優れた結果をもたらす方法についてご相談ください!
ビジュアルガイド
関連製品
- 研究室のための熱された版が付いている自動高温によって熱くする油圧出版物機械
- 真空ボックス実験室用ホットプレス向け加熱プレート付き加熱式油圧プレス機
- 研究室用加熱プレート付自動加熱油圧プレス機
- 真空箱の実験室の熱い出版物のための熱された版が付いている熱くする油圧出版物機械
- 研究室の手動熱板油圧プレス機



















