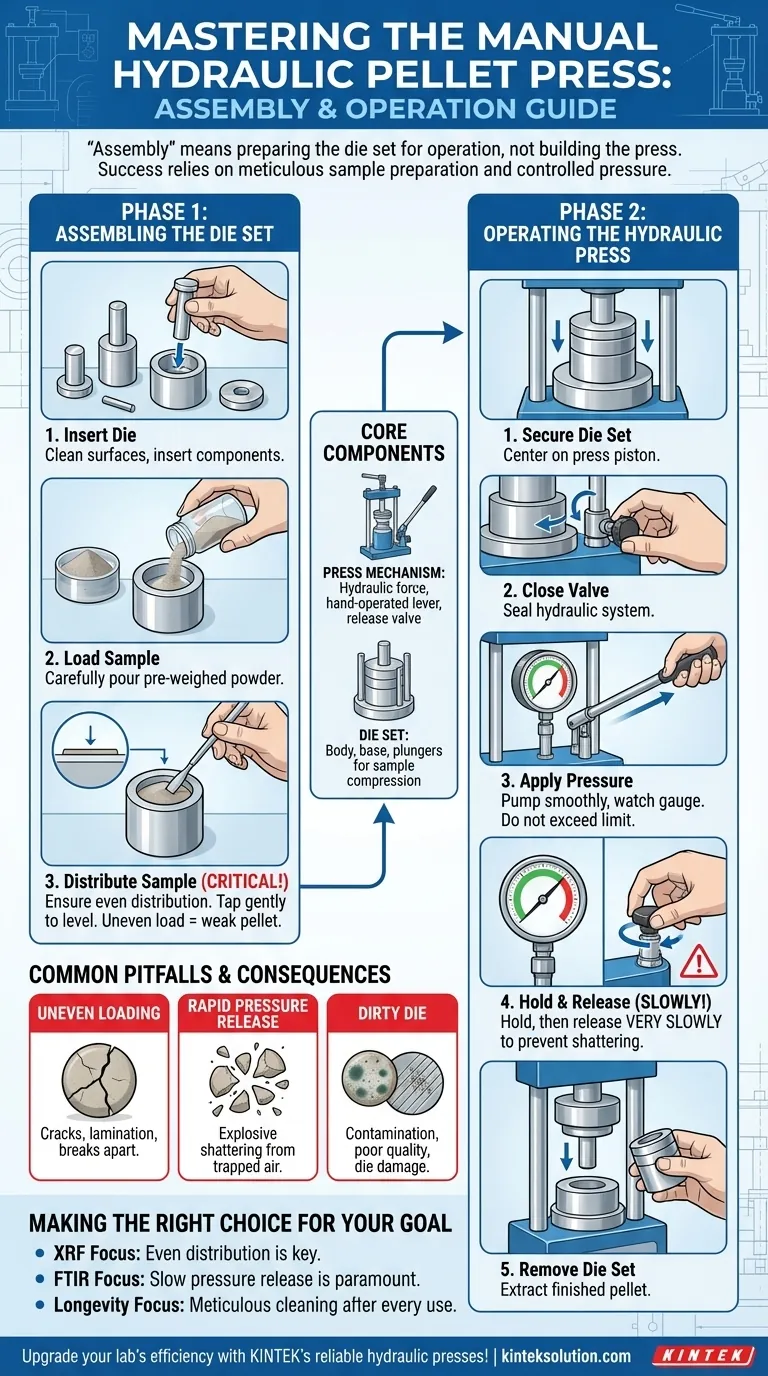
手動油圧ペレットプレスの場合、「組み立て」とは通常、サンプルでダイセットを準備し、それをプレスにセットして操作するプロセスを指し、プレス自体を個々のコンポーネントから組み立てることを意味しません。これには、適切なダイを挿入し、粉末サンプルを装填し、圧力をかける前にダイセット全体をプレスの中央にしっかりと固定することが含まれます。
最終的なペレットの品質、ひいては科学分析の精度は、プレスの初期組み立てよりも、ダイセットの細心の準備と、操作中の圧力の制御された印加と解放によって決まります。
コアコンポーネントを理解する
手動油圧プレスは、本質的にシンプルでありながら強力な装置です。手動レバーを使用して巨大な力を生成し、ラボでのサンプル調製の中核となっています。
プレス機構
プレスは油圧倍増の原理で動作します。ハンドルをポンピングすると、オイルがシステムを介して送られ、ピストンが上方に駆動されます。この動作により、プレス内に置かれたものに制御された高力が加えられます。リリースバルブにより、圧力をゆっくりと安全に解放できます。
ダイセット
ダイセットは、組み立ててプレスに配置する「加工対象」です。通常、ダイ本体、ベース、プランジャーで構成されます。ここに粉末サンプルが装填され、固形ペレットに圧縮されます。

ステップバイステップガイド:粉末からペレットまで
このプロセスを正しく実行することは、X線蛍光(XRF)やフーリエ変換赤外分光法(FTIR)などのスペクトル分析に適した均一で高品質なペレットを作成するために不可欠です。
フェーズ1:ダイセットの組み立て
- ダイの挿入:まず、適切なダイコンポーネントをダイ本体に挿入します。すべての表面が清潔で、以前の使用による残留物が付着していないことを確認してください。
- サンプルの装填:事前に計量した粉末サンプルを慎重にダイキャビティに注ぎます。
- サンプルの分配:ペレットの品質にとって最も重要なステップは、粉末が均等に分配されていることを確認することです。ダイ本体を軽く叩くか、小さなきれいなツールを使用して、粉末の表面を平らにします。不均一な装填は、弱かったり、破損したりするペレットの原因となります。
フェーズ2:油圧プレスの操作
- ダイセットの固定:組み立てたダイセットをプレスの下部ピストンの中心に置きます。均一な力を加えるために完全に中央に配置されていることを確認してください。
- バルブを閉じる:圧力解放バルブを手で締めます。これにより油圧システムが密閉され、圧力を構築できます。
- 圧力をかける:ハンドルをポンピングし始めます。徐々に、そしてスムーズに圧力をかけます。圧力計を見て、材料の推奨圧力を超えないように、その圧力に達することを確認します。
- 保持と解放:目標圧力に達したら、材料が完全に圧縮されるようにしばらく保持します。次に、非常にゆっくりとリリースバルブを反時計回りに回して圧力を解放します。急激な解放は、ほぼ確実にペレットを粉砕します。
- ダイセットの取り外し:すべての圧力が解放されたら、ダイセットをプレスから安全に取り外し、完成したペレットを取り出します。
一般的な落とし穴を理解する
多くの失敗したペレットは、装置のせいではなく、修正可能な技術的エラーによるものです。これらの一般的な間違いを避けることが、一貫した結果を得るための鍵です。
不均一な装填のリスク
ダイ内の粉末が完全に水平でない場合、加えられる力は一箇所に集中します。これにより内部応力線が生じ、抽出時にひび割れ、層状剥離、またはペレットが崩壊する原因となります。
急激な圧力解放の危険性
圧力を急激に解放すると、ペレット内に閉じ込められた空気が急速に減圧されます。この爆発的なエネルギーの放出は、ペレット粉砕の主な原因です。ゆっくりとした制御された解放は必須です。
汚れたダイの影響
以前のサンプルからの残留物や油分は、新しいペレットを汚染し、分析を損なう可能性があります。さらに悪いことに、ダイプランジャーの研磨された表面を傷つけたり損傷したりして、ペレットの品質を低下させ、高価な修理につながる可能性があります。使用後は常にダイセットを徹底的に清掃してください。
目標に合った適切な選択をする
プレスを習得することは、特定の分析目的に合わせて技術を調整することです。
- XRFのサンプル一貫性が主な焦点である場合:最優先事項は、正確なサンプル計量と、プレスする前にダイ内の粉末を完全に均一に分配することです。
- FTIR用の透明なペレットを作成することが主な焦点である場合:最優先事項は、ゆっくりと制御された圧力の印加、そして最も重要なのは、ひび割れを防ぐための非常にゆっくりとした圧力の解放です。
- 装置の寿命とデータの一貫性が主な焦点である場合:最優先事項は、相互汚染や損傷を防ぐために、使用後すぐにダイセットを細心の注意を払って清掃することです。
この基本的な実験室手順を習得することは、信頼性の高い正確なデータを生成するための第一歩です。
要約表:
| ステップ | 主要なアクション | 目的 |
|---|---|---|
| 1 | ダイを挿入し、サンプルを装填する | 粉末材料でダイセットを準備する |
| 2 | サンプルを均等に分配する | 均一なペレット密度を確保し、ひび割れを防ぐ |
| 3 | ダイセットを中央に固定する | 均一な圧縮のために均等に力を加える |
| 4 | 圧力を徐々に加える | 過圧せずにサンプルを圧縮する |
| 5 | 圧力をゆっくりと解放する | 急速な減圧によるペレットの粉砕を防ぐ |
| 6 | 使用後にダイを清掃する | 汚染を避け、装置の完全性を維持する |
KINTEKの信頼性の高い油圧プレスで、ラボの効率を向上させましょう!自動ラボプレス、アイソスタティックプレス、加熱ラボプレスに特化し、お客様のすべてのサンプル調製ニーズに対応する精度と耐久性を提供します。研究、品質管理、材料試験のいずれにおいても、当社の装置は、XRFやFTIRなどの正確な分析のために、一貫した高品質のペレットを保証します。今すぐお問い合わせください。KINTEKがお客様のラボの目標をどのようにサポートし、データの一貫性を高めることができるかについて話し合いましょう!
ビジュアルガイド
関連製品
- 手動ラボ用油圧ペレットプレス ラボ用油圧プレス
- 手動実験室用油圧プレス ラボ用ペレットプレス
- 全自動ラボ用油圧プレス機・ラボ用ペレットプレス機
- XRFおよびKBRペレット用自動ラボ油圧プレス
- XRF KBR FTIR の実験室の出版物のための実験室の油圧餌の出版物



















