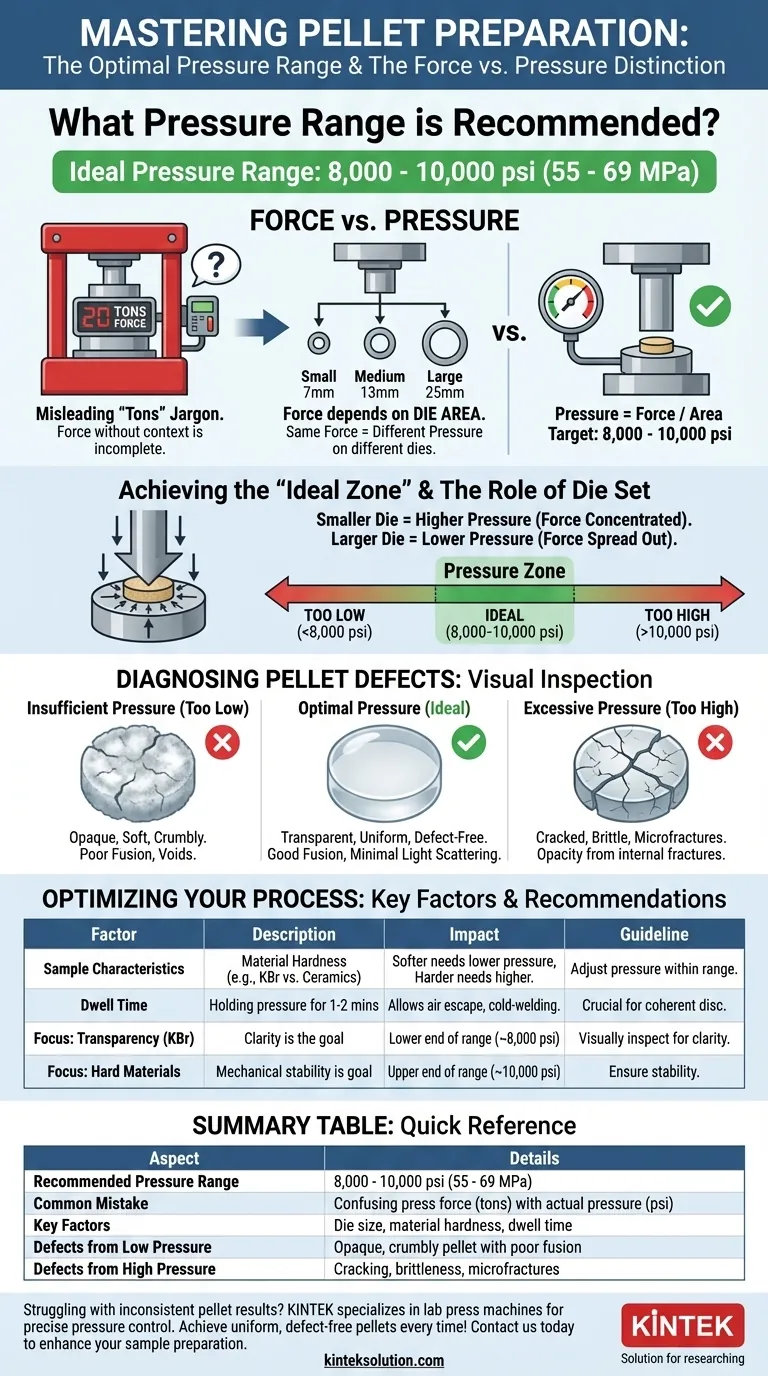
ペレット作製に理想的な圧力は、一般的なラボ用語が誤解を招く可能性のある微妙なテーマです。多くのプロトコルでは15~20トンのプレス力を記載していますが、科学的に重要な値はサンプルにかかる実際の圧力(単位面積あたりの力)であり、これは通常8,000~10,000 psi(55~69 MPa)の範囲です。この正しい圧力を達成することは、分析に適した均一で欠陥のないペレットを作成するために不可欠です。
ペレット作製における最も一般的な失敗の原因は、プレスによって加えられる力(トンで測定)と、サンプルが受ける実際の圧力(psiまたはMPaで測定)を混同することです。理想的な圧力は一定ですが、それを達成するために必要な力はダイのサイズによって大きく変化します。

力と圧力:決定的な違い
加える力とサンプルが耐える圧力の違いを理解することは、再現性の高い高品質なペレットを作成するための鍵です。
なぜ「トン」が誤解を招くのか
油圧プレスは力の単位(トンなど)で定格され、その出力が表示されます。しかし、文脈なしに力だけを引用することは不完全です。10トンの力は、小さな7 mmダイと大きな25 mmダイでは、全く異なる結果を生み出します。
「15~20トンを使用する」といった一般的なアドバイスが、最も重要な変数であるダイの面積を無視しているため、悪い結果につながる可能性があるのはこのためです。
ダイセットの役割
サンプルが受ける実際の圧力は、加えられた力がダイのピストンの表面積に分散されたものです。その関係はシンプルです。
圧力 = 力 / 面積
小さなダイは、同じ力をより小さな面積に集中させるため、はるかに高い圧力をもたらします。逆に、大きなダイはその力を分散させるため、圧力が低くなります。
ターゲット圧力ゾーン
FTIR分光法用のKBrペレットなど、ほとんどの一般的な分析ペレットの場合、ターゲット圧力は8,000~10,000 psi (55~69 MPa)です。
この範囲内で圧力を加えることで、粉末状のサンプル粒子が変形し、融合して、光散乱を最小限に抑えた固体で半透明のディスクが形成されます。
ペレットの欠陥の特定
ペレットの目視検査は、正しい圧力が加えられたかどうかを診断する最良の方法です。
圧力不足の兆候
圧力が低すぎると、ペレットは不透明で柔らかく、もろく崩れやすくなります。粒子が適切に融合せず、多くの内部空隙ができてしまいます。これは高い光散乱と悪い分析結果につながります。
過剰な圧力の兆候
圧力が過剰すぎると、ペレットはダイから取り出す際にひびが入ることがあります。また、過度に脆くなることもあります。逆説的ですが、極端な圧力は、ペレット構造全体に微細な亀裂を生じさせ、光を散乱させて信号品質を低下させることで、不透明度を増加させる可能性があります。
トレードオフの理解
圧力の最適化は、万能なプロセスではありません。理想的な値は、材料の特性と望ましい結果によって異なります。
サンプル特性の重要性
より柔らかく、より可鍛性のある材料(多くの有機化合物やKBrなど)は、適切に融合させるために最適な範囲の下限の圧力を必要とします。
より硬く、より結晶性の高い材料(セラミックスや鉱物など)は、十分な圧縮と安定したペレット形成のために、範囲の上限の圧力を必要とする場合があります。
滞留時間の重要性
目標圧力に達するだけでは不十分です。圧力を1〜2分間保持することが重要です。この「滞留時間」により、閉じ込められた空気が抜け、材料が流動し、冷間溶接されてコヒーレントなディスクになる時間が与えられます。
サンプルに合った適切な選択をする
信頼性の高く再現性のある結果を得るために、圧力の基本原則に基づいて実験設定を調整してください。
- FTIR用の透明なKBrペレット作成が主な目的の場合:ダイサイズに合わせて約8,000 psiを達成する力を開始点とし、透明性を目視で確認します。目標は硬さだけでなく、透明性です。
- 硬い無機材料のプレスが主な目的の場合:ペレットの機械的安定性を確保するために、圧力範囲の上限(約10,000 psi)を目標とする必要があるかもしれません。
- 新しく堅牢なプロトコルを開発するのが主な目的の場合:「トン」に頼ってはいけません。特定のダイに必要な力を、psiで目標圧力を達成するように計算し、特定の材料に最適な圧力を見つけるための小規模な研究を行ってください。
サンプルが受ける真の圧力に焦点を当てることで、ペレットの品質と分析データの信頼性を正確に制御できるようになります。
要約表:
| 側面 | 詳細 |
|---|---|
| 推奨圧力範囲 | 8,000 - 10,000 psi (55 - 69 MPa) |
| 一般的な間違い | プレス力(トン)と実際の圧力(psi)の混同 |
| 主要因 | ダイサイズ、材料硬度、滞留時間 |
| 低圧による欠陥 | 不透明で崩れやすいペレット、不十分な融合 |
| 高圧による欠陥 | ひび割れ、脆さ、微細な亀裂 |
一貫性のないペレット結果に悩んでいませんか? KINTEKは、自動、冷間等方圧、加熱ラボプレスを含むラボプレス機を専門とし、ラボ向けの精密な圧力制御を提供します。毎回均一で欠陥のないペレットを実現するために—今すぐお問い合わせください。サンプル調製と分析精度を向上させます!
ビジュアルガイド
関連製品
- 実験室の油圧割れた電気実験室の餌の出版物
- XRF KBR FTIR の実験室の出版物のための実験室の油圧餌の出版物
- 手動ラボ用油圧ペレットプレス ラボ用油圧プレス
- 全自動ラボ用油圧プレス機・ラボ用ペレットプレス機
- XRFおよびKBRペレット用自動ラボ油圧プレス



















