冷間等方圧加圧(CIP)によって達成される均一性は、根本的な原理、すなわち、あらゆる方向から等しい同時圧力を加えるという原理に由来します。これは、通常、柔軟な型に保持された粉末が流体中に浸漬され、その後加圧されるため可能です。パスカルの原理によれば、この圧力は流体全体に均等に伝達され、部品のあらゆる部分が同じ程度に圧縮されるため、極めて均一な密度と強度が得られます。
CIPの重要な利点は、単なる圧縮ではなく、その圧縮が等方的(あらゆる方向に均一)である点です。従来の、方向的な弱点を作り出す方法とは異なり、CIPは均一な密度の基盤を構築し、それが予測可能で高性能な最終部品に直接つながります。

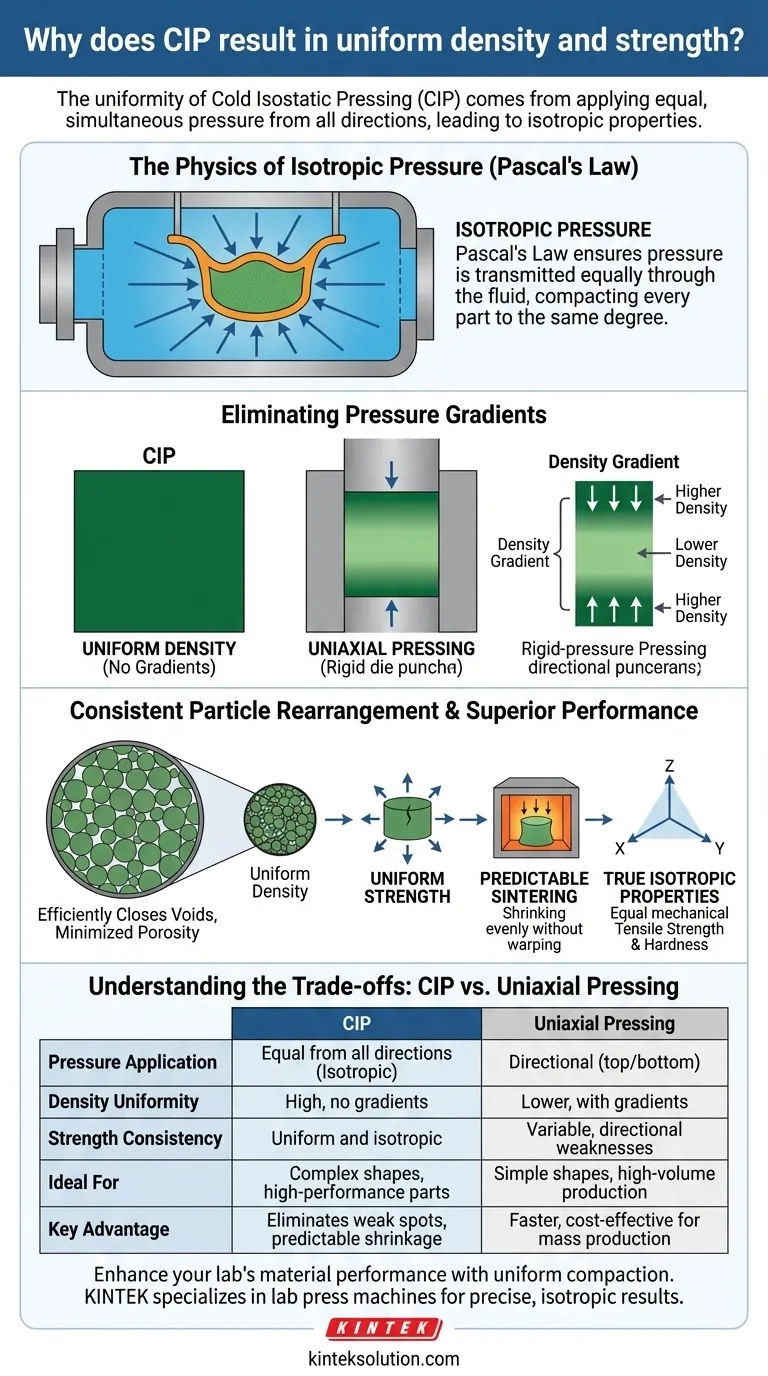
等方性圧力の物理学
CIPがなぜこれほど効果的なのかを理解するには、まず圧力がどのように加えられるかの物理学を見る必要があります。この方法の成功は、従来のプレス加工の限界を克服する能力に根ざしています。
作用するパスカルの原理
CIPの中心にあるのはパスカルの原理です。この原理は、閉じ込められた流体内の任意の点での圧力変化は、他のすべての点に減衰することなく伝達されると述べています。
CIPシステムでは、粉末材料は柔軟な型に密閉され、液体(水や油など)で満たされた高圧容器内に置かれます。容器が加圧されると、その圧力があらゆる方向から型に均等に作用します。
圧力勾配の排除
これは、圧力が一方向または二方向(例:上下)から加えられる一軸プレス加工とは大きく異なります。この方法では、粉末と硬質なダイ壁との間の摩擦により、圧力が粉末を通過するにつれて低下します。
一軸プレス加工の結果は密度勾配であり、部品はパンチの近くで最も密度が高く、中央およびダイ壁の近くでは密度が低くなります。CIPにはこの摩擦を生じさせるダイ壁がないため、この一般的な欠陥の原因を完全に排除できます。
一貫した粒子再配列
均一な全方向からの圧力により、粉末粒子は全体積にわたって信じられないほどの一貫性をもって再配列され、密に充填されます。このプロセスにより、粒子間の空隙が効率的に閉じられます。
均一な方法で気孔率を最小限に抑えることで、CIPは他の方法につきまとう内部の弱点がない「グリーン」部品(焼結前の状態)を作成します。
均一な密度から優れた性能へ
均一な密度は最終目標ではなく、信頼性と予測可能な機械的特性を持つ部品を実現するための手段です。
均一な密度は均一な強度を生み出す
粉末金属またはセラミックス部品の強度は、その密度に直接関係します。密度が低い領域(気孔率が高い領域)は、本質的に弱いです。
これらの多孔質領域は応力集中点として機能し、部品が負荷を受けたときに亀裂が発生し、伝播する起点となります。CIPはこれらの変動を最小限に抑えるため、結果として得られる部品は全体にわたって一貫した強度を持ちます。
焼結中の予測可能な収縮
ほとんどのプレス部品は、最終的な強度を達成するために粒子を融合させる高温プロセスである焼結を行う必要があります。焼結中に部品は収縮します。
部品が不均一な密度を持っている場合、不均一に収縮し、反り、亀裂、または寸法精度の欠陥につながります。CIPによって提供される均一な密度は、部品が予測可能かつ均一に収縮することを保証し、設計意図に合致する最終製品をもたらします。
真に等方的な特性
究極の利点は、等方性特性を持つ部品です。これは、引張強度や硬度などの機械的特性が、測定方向に関係なく同じであることを意味します。これは、複雑な多方向からの応力がかかる可能性がある高性能アプリケーションにとって非常に重要です。
トレードオフの理解:CIP vs. 一軸プレス加工
すべてのアプリケーションに完璧な単一の方法はありません。CIPとより伝統的な方法の選択には、明確なトレードオフが伴います。
CIP:究極の均一性のために
CIPは、構造的完全性と予測可能な性能が不可欠な部品にとって理想的な選択肢です。硬質なダイでは均一にプレスすることが不可能な複雑な形状の製造に優れています。
一軸プレス加工:速度と量のために
一軸プレス加工は、大幅に高速で、自動化が容易であり、部品あたりのコストも安価です。産業用ブッシング、ギア、医薬品錠剤などの単純な形状を大量生産するための主要な方法です。
核心的な違い:制御 vs. 速度
基本的なトレードオフは、CIPの正確で均一な制御と、一軸プレス加工の生の速度との間です。一軸方法の方向性圧力は、品質の観点からは最大の弱点ですが、生産速度の観点からは最大の強みです。
アプリケーションに適した選択
適切な粉末圧縮方法の選択は、最終部品の幾何学的複雑さと性能要件に完全に依存します。
- 最大の構造的完全性と等方性強度に重点を置く場合: CIPは、その均一な圧力が一貫した密度を保証し、内部の弱点を排除するため、優れた選択肢です。
- 単純な形状の大量生産に重点を置く場合: 一軸プレス加工は、ある程度の密度変動を考慮して設計できるのであれば、より費用対効果が高く、高速です。
- 欠陥なく複雑な形状を作成することに重点を置く場合: CIPは、柔軟な型と均一な圧力が、硬質なダイで複雑な形状をプレスする際によく見られる応力集中や亀裂を防ぐため、優れています。
最終的に、高性能材料の製造は制御の勝負であり、CIPは粒子圧縮に関して利用可能な最も均一な制御を提供します。
要約表:
| 側面 | CIP(冷間等方圧加圧) | 一軸プレス加工 |
|---|---|---|
| 圧力印加 | あらゆる方向から均等(等方性) | 方向性(上下) |
| 密度均一性 | 高い、勾配なし | 低い、勾配あり |
| 強度一貫性 | 均一かつ等方性 | 変動性、方向的な弱点 |
| 理想的な用途 | 複雑な形状、高性能部品 | 単純な形状、大量生産 |
| 主な利点 | 弱点を排除、予測可能な収縮 | 大量生産向けに高速、費用対効果が高い |
均一な圧縮で研究室の材料性能を向上させる準備はできていますか? KINTEKは、高性能アプリケーション向けに精密で等方性な結果を提供するように設計された、自動ラボプレス、等方性プレス、加熱ラボプレスなどのラボプレス機を専門としています。今すぐお問い合わせください。当社のソリューションがお客様のプロセスを最適化し、信頼性の高い、欠陥のない部品を保証する方法についてご相談ください!
ビジュアルガイド
関連製品
- 電気実験室の冷たい静水圧プレス CIP 機械
- 電気分裂の実験室の冷たい静的な押す CIP 機械
- 自動ラボ コールド等方圧プレス CIP マシン
- 手動冷たい静的な押す CIP 機械餌の出版物
- ラボ用静水圧プレス成形用金型
















