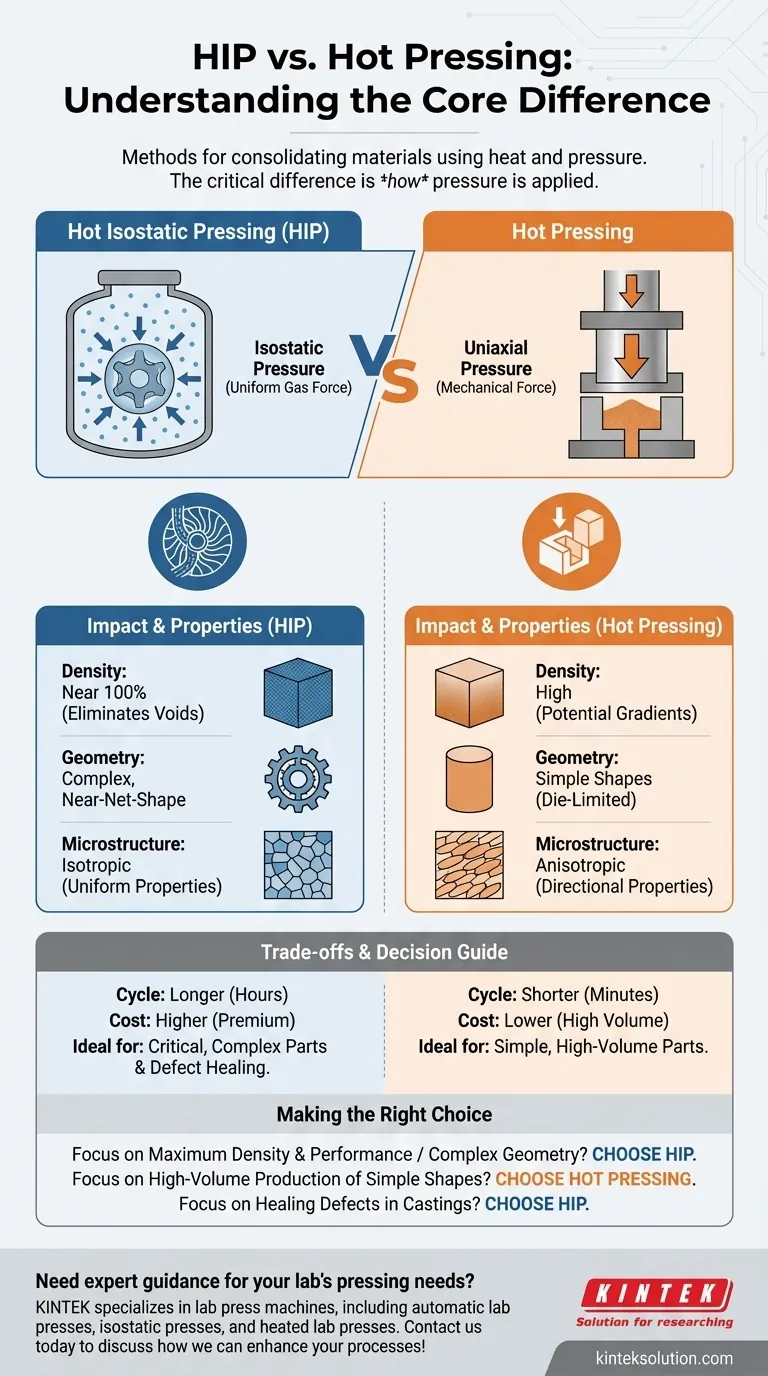
本質的に、熱間等方圧加圧(HIP)とホットプレスはどちらも、熱と圧力を利用して粉末や材料を固化させる方法です。決定的な違いは、その圧力がどのように加えられるかという点にあります。HIPは全方向から均一なガス圧(等方圧)をかけますが、ホットプレスは一方向から機械的な力(一軸圧)を加えます。
これら2つのプロセスの選択は、典型的なエンジニアリングのトレードオフです。HIPは、均一な特性を持つ完全に緻密で複雑な部品の製造に優れている一方、ホットプレスは、より単純な幾何学的形状に対して、より迅速で費用対効果の高いソリューションを提供します。
根本的な違い:圧力の印加方法
圧力の印加方法は、それぞれの技術の能力、限界、および理想的な用途を直接的に決定します。
ホットプレス:一軸圧
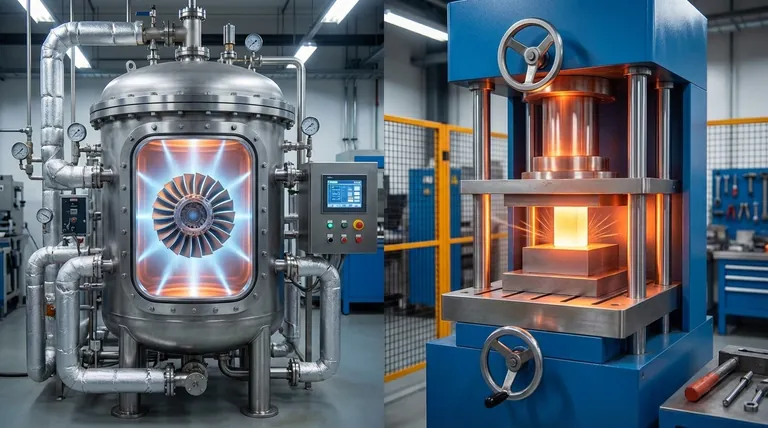
ホットプレスは、加熱された鍛造やプレス加工に非常に似た機能を持っています。通常、粉末状の材料が金型キャビティ内に配置されます。
その後、機械的なラムまたはパンチが、アセンブリ全体が加熱されている間に、途方もない一軸圧(単一軸に沿った力)を加えます。材料は、加えられた力の方向にのみ圧縮および固化されます。
熱間等方圧加圧(HIP):等方圧
HIPは全く異なるアプローチを取ります。部品またはカプセル化された粉末が高圧容器内に配置されます。
その後、容器には不活性ガス(最も一般的にはアルゴン)が充填され、加熱・加圧されます。これにより、等方圧が生成されます。これは、深海の圧力のように、部品のあらゆる表面に均等に加わる均一な力です。
材料特性と形状への影響
この一軸圧と等方圧の区別は、最終部品の品質、形状、性能に深刻な結果をもたらします。
密度と気孔率
HIPは、あらゆる方向から圧力が加えられるため、材料内部の空隙や気孔を閉じるのに非常に効果的です。これにより、材料の理論的密度のほぼ100%を達成することができます。
ホットプレスは、プレス方向の気孔率を効果的に低減できますが、力に垂直な方向に配向した気孔を閉じる効果は低い場合があります。これにより、部品内にわずかな密度勾配が生じる可能性があります。
形状の複雑さ
HIPの均一な圧力は、部品の既存の形状に適合するため、非常に複雑なニアネットシェイプ部品の加工に理想的です。複雑な内部チャネルや繊細な特徴を歪めることなく固化できます。
ホットプレスは、円筒、ブロック、ディスクなど、金型から取り出せる単純な形状に基本的に限定されます。
微細構造と特性
HIPの均一な圧力は、等方性微細構造を促進します。これは、材料特性(強度や延性など)がすべての方向で同じであることを意味します。
ホットプレスの一方向的な力は、場合によっては異方性微細構造につながることがあります。これは、材料の結晶粒構造が伸びたり、配向したりすることによって、ある方向で他の方向よりも強くなる特性が生じる可能性があります。
トレードオフの理解
どちらのプロセスも万能に優れているわけではありません。それぞれ異なる目標のために最適化されています。情報に基づいた意思決定を行うには、それらのトレードオフを理解することが鍵となります。
サイクルタイムとコスト
ホットプレスのサイクルは一般的に非常に短く、数分で測定されることが多いです。装置も機械的にシンプルで運用コストが低いため、大量生産に適しています。
HIPのサイクルはかなり長く、通常は数時間かかります。高圧容器は主要な設備投資であり、HIPは高価値部品向けのよりプレミアムなプロセスとして位置付けられています。
部品のカプセル化
HIPを使用して粉末を固化するには、まず粉末を金属製の容器または「缶」内に密閉する必要があります。この缶は製造工程の追加ステップとコストを伴います。固体部品(鋳造品など)を緻密化する場合、缶は必要ありません。
ホットプレスは粉末を直接金型に入れるため、別々のカプセル化ステップは不要です。
部品のサイズ
ホットプレスは金型のサイズによって制限されますが、現代のHIP容器は巨大になり得ます。これにより、発電用の巨大なタービンディスクや航空機の構造ノードのような非常に大きな部品を、単一サイクルで加工することができます。
アプリケーションに適した選択を行う
適切なプロセスを選択するには、技術の強みをプロジェクトの最も重要な要件と一致させる必要があります。
- 最大の密度と性能が最優先事項である場合:内部の気孔を排除し、均一で等方性の特性を持つ部品を作成する比類のない能力を持つHIPを選択してください。
- 複雑な形状が最優先事項である場合:複雑なニアネットシェイプ部品を歪みなく固化できる唯一の実行可能なオプションであるため、HIPを選択してください。
- 単純な形状の大量生産が最優先事項である場合:サイクルタイムと1部品あたりのコストが大幅に優れているホットプレスを選択してください。
- 既存の鋳造品の欠陥を修復することが最優先事項である場合:固体部品の内部空隙を閉じて、その疲労寿命と構造的完全性を向上させる独自の能力を持つHIPを選択してください。
最終的に、あなたの決定は、最終部品に必要な性能、幾何学的複雑さ、および経済的制約に依存します。
まとめ表:
| 側面 | 熱間等方圧加圧(HIP) | ホットプレス |
|---|---|---|
| 圧力の種類 | 等方圧(全方向から均一) | 一軸圧(一軸に沿った力) |
| 密度 | ほぼ100%、気孔を排除 | 高密度だが、密度勾配が生じる場合あり |
| 形状 | 複雑、ニアネットシェイプ部品 | 単純な形状(例:円筒、ディスク) |
| 微細構造 | 等方性(均一な特性) | 異方性(方向依存の特性) |
| サイクルタイム | 長い(時間単位) | 短い(分単位) |
| コスト | 高い設備投資および運用コスト | 低コスト、大量生産に適している |
| 理想的な用途 | 高性能、複雑な部品 | 大量生産、単純な形状 |
研究室のプレスニーズについて専門家のアドバイスが必要ですか?KINTEKは、自動ラボプレス、等方圧プレス、加熱ラボプレスなど、研究室用途に特化したラボプレス機を専門としています。粉末の固化や材料の緻密化のいずれにおいても、当社のソリューションは精度、効率、信頼性を保証します。今すぐお問い合わせください。お客様の特定の要件に合わせてプロセスを強化し、最適な結果を提供する方法についてご相談ください!
ビジュアルガイド
関連製品
- 固体電池研究のための温間等方圧プレス 温間等方圧プレス
- ラボ用静水圧プレス成形用金型
- 電気実験室の冷たい静水圧プレス CIP 機械
- 自動ラボ コールド等方圧プレス CIP マシン
- 電気分裂の実験室の冷たい静的な押す CIP 機械



















