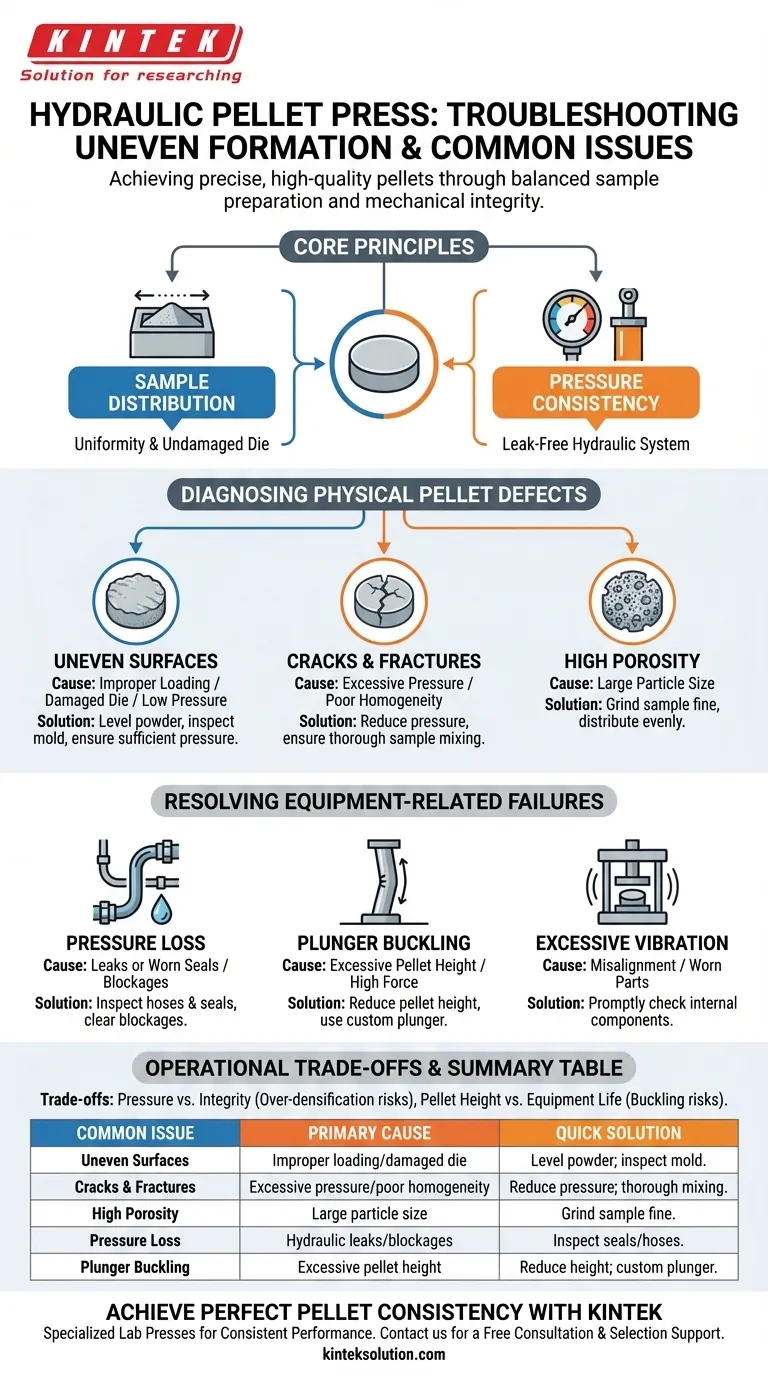
ペレットの形成が不均一になる問題のトラブルシューティングは、2つの基本的な変数から始まります。 サンプルの分布と圧力の一貫性です。ペレットが不規則に形成される場合は、まず、ダイ内に原料が完全に均一に分布していること、および金型表面に損傷がないことを確認する必要があります。サンプル負荷が正しい場合、多くの場合、漏れや内部の詰まりにより、油圧システムが必要な力を維持できないことが原因です。
明確で高品質なペレットを作成することは、単に力を加えることだけではありません。正確なサンプル準備、特に均一性と粒子サイズを、プレスの機械的完全性とバランスさせる必要があります。これにより、圧力が均等に印加され、一定に保たれることが保証されます。

物理的なペレットの欠陥の診断
表面の不均一性と圧縮への対処
ペレットの形成が不均一になる最も一般的な原因は、原料の不適切な充填です。プレス前にダイ内で粉末が平らにされていない場合、結果として得られる密度はペレット全体で異なります。
金型とダイの状態を確認してください。損傷した、または傷のある金型は、サンプルをどれだけうまく充填しても、必然的に不均一な圧縮につながります。
印加圧力が十分であることを確認してください。圧力が低すぎると、粒子が効果的に結合せず、表面が粗く不規則になります。
ひび割れや破損の防止
ひび割れは通常、過剰な圧力が印加されていることを示します。結合には高い力が必要ですが、材料の限界を超えて押し込むと、解放時にペレットが粉砕される内部応力が発生します。
サンプルの均一性もここで重要です。サンプルが十分に混合されていない場合、異なる密度の領域が形成され、破損につながる弱点が生じます。
高い気孔率の低減
ペレットが多孔質すぎる、または「緩い」ように見える場合、粒子サイズが大きすぎる可能性があります。大きな粒子は、圧力だけでは閉じることができない大きな空隙を残します。
これを解決するには、プレス前にサンプルをより細かい粉末に粉砕します。この細かい粉末がダイ内に均一に分布していることを確認し、粒子間の接触を最大化します。
機器関連の障害の解決
油圧圧力損失のトラブルシューティング
プレスが希望の圧力に達しない、または維持できない場合は、油圧システムが損なわれている可能性が高いです。
ユニットに漏れがないか、またはシールが摩耗していないか点検してください。ホースやシールのわずかな漏れでも、システムがペレット形成に必要な静荷重を保持できなくなります。
油圧ラインの詰まりを確認してください。これらは流体の移動を妨げ、不安定な圧力測定値や力の生成能力の低下につながる可能性があります。
プランジャーの座屈の軽減
座屈応力は、プランジャーが長すぎた状態で高力を受けるときに発生します。これは、かなりの高さのペレットをプレスする場合によくあるリスクです。
損傷を防ぐために、ペレットの高さを低くするか、印加圧力を下げてください。より高いペレットが必要な場合は、より短いカスタムメイドのプランジャーを使用して、レバレッジとコンポーネントへのストレスを軽減することを検討してください。
過度の振動の修正
操作中の振動は、内部機械的な問題の警告サインです。通常、プレスのコンポーネントのずれや、可動部品の摩耗を示唆しています。
速やかに対処してください。過度の振動での継続的な操作は、ダイの摩耗を加速させ、油圧機構に永久的な損傷を与える可能性があります。
運用上のトレードオフの理解
圧力 vs. 完全性
密度と構造的完全性の間には、重要なバランスがあります。最大圧力を印加することが常に最善ではありません。 高圧は気孔率を低減しますが、ひび割れ(過度の高密度化)のリスクを劇的に増加させ、ダイを損傷する可能性があります。特定の材料に固有の「スイートスポット」範囲を見つける必要があります。
ペレットの高さ vs. 機器の寿命
より高いペレットを製造すると、より多くのサンプル分析が可能になりますが、プランジャーに座屈のリスクが生じます。より大きなサンプルに対応するために機器を酷使すると、機械的ストレスが増加します。1つの背の高いペレットをプレスするよりも、複数の薄いペレットをプレスする方が、安全で一貫性があることがよくあります。
目標に合わせた適切な選択
トラブルシューティングは、出力が安定するまで変数を調整する反復プロセスです。次のガイドを使用して、調整の優先順位を付けます。
- 表面の均一性が最優先事項の場合: 細心の注意を払ったサンプル充填を優先し、ダイの表面に傷や損傷がないか点検して、ペレットに転写される可能性がないか確認してください。
- 構造強度(ひび割れなし)が最優先事項の場合: 印加圧力を直ちに低くし、充填前に原料サンプルが完全に均一化されていることを確認してください。
- 機器の寿命が最優先事項の場合: プランジャーのストレスを最小限に抑えるためにペレットの高さを低くし、ホースやシールの定期的な点検を実行して、漏れを早期に発見してください。
サンプル準備の一貫性は、プレスの機械的な状態と同じくらい重要です。
概要表:
| 一般的な問題 | 主な原因 | 簡単な解決策 |
|---|---|---|
| 表面の不均一性 | 不適切なサンプル充填またはダイの損傷 | ダイ内の粉末を平らにする。金型表面を点検する |
| ひび割れと破損 | 過剰な圧力または不十分なサンプル均一性 | 圧力を下げる。徹底的な混合を確認する |
| 高い気孔率 | 粒子サイズが大きい | サンプルをより細かい粉末に粉砕する |
| 圧力損失 | 油圧漏れまたは詰まり | シールとホースの損傷を点検する |
| プランジャーの座屈 | ペレットの高さが高すぎる | ペレットの高さを低くするか、カスタムプランジャーを使用する |
KINTEKで完璧なペレットの一貫性を実現
信頼性の低い結果に悩んでいますか?あなたの研究は精度に値します。KINTEKは、自動ラボプレス、等静圧プレス、加熱ラボプレスを含む、堅牢で信頼性の高いラボプレス機を専門としており、あなたの仕事に必要な一貫した圧力とパフォーマンスを提供します。
当社の専門家は、お客様の特定の材料と用途に最適なプレスを選択するお手伝いをし、不均一な形成やひび割れなどの一般的な問題を排除することを保証します。
今すぐお問い合わせください。お客様のラボのニーズについて話し合い、当社のソリューションが生産性とデータ整合性をどのように向上させるかを発見してください。
ビジュアルガイド
関連製品
- XRF KBR FTIR の実験室の出版物のための実験室の油圧餌の出版物
- 全自動ラボ用油圧プレス機・ラボ用ペレットプレス機
- 研究室の油圧出版物の手袋箱のための実験室の餌の出版物機械
- 手動ラボ用油圧ペレットプレス ラボ用油圧プレス
- XRFおよびKBRペレット用自動ラボ油圧プレス



















