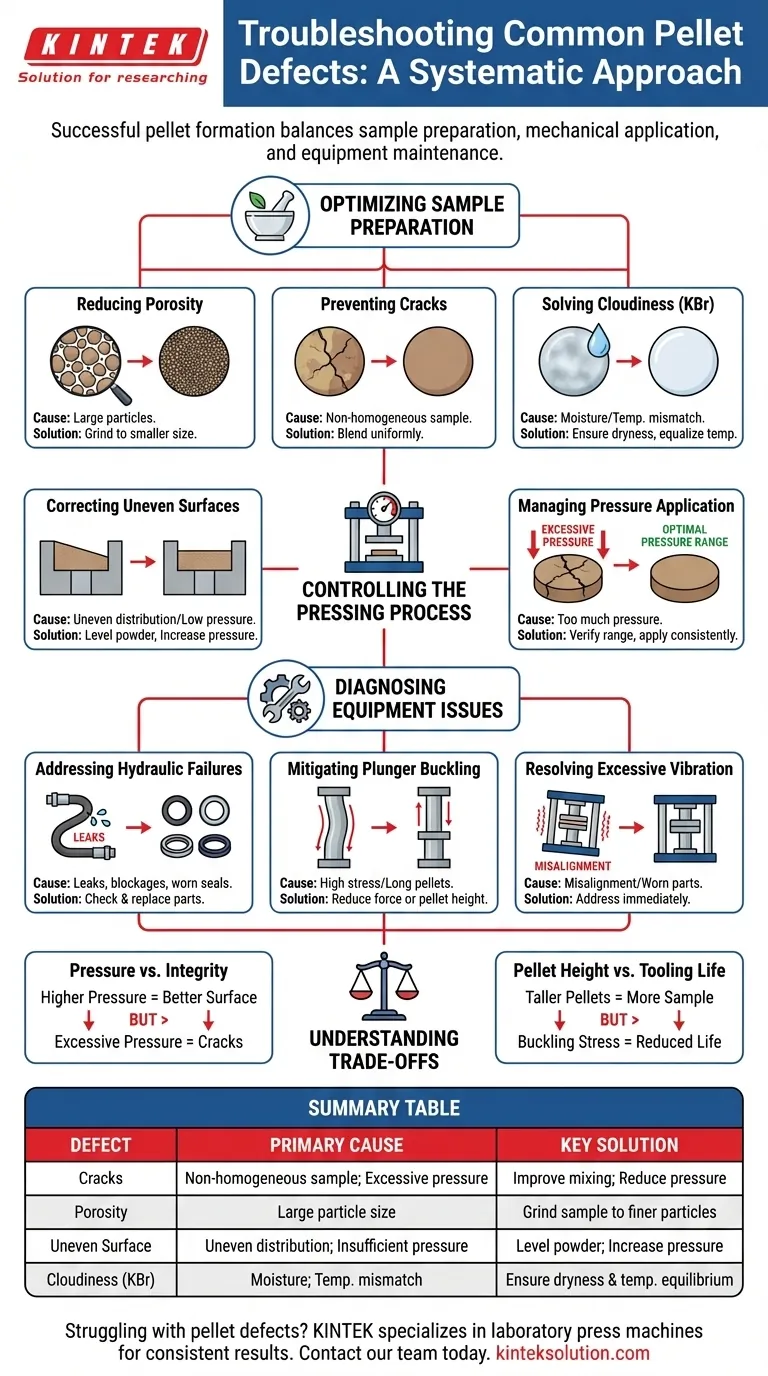
ペレット欠陥のトラブルシューティングには、サンプル準備と機械的応用の両方に対処する体系的なアプローチが必要です。ひび割れなどの一般的な物理的欠陥は、通常、印加圧力を低減し、サンプル均質性を改善することで解決されます。一方、多孔性や表面の不均一性は、粒子をより小さなサイズに粉砕し、ダイ内での均一な分布を確保することで修正されます。
ペレット形成の成功は、さまざまな変数のバランスにかかっています。ほとんどの欠陥はプレス自体によって引き起こされるのではなく、圧縮前の粒子サイズ、水分含有量、またはサンプル分布の不整合によって引き起こされます。
サンプル準備の最適化
サンプル材料の物理的特性が、ペレット品質の主な決定要因となります。
多孔性の低減
多孔性、つまりペレット内の空隙の存在は、粒子が凝集結合するには大きすぎる場合に発生することがよくあります。これを解決するには、サンプルをより徹底的に粉砕して、より小さな粒子サイズを使用するようにしてください。より細かい粒子はより密に詰まり、空気の隙間をなくします。
ひび割れの防止
ひび割れは、均質でないサンプルの症状であることがよくあります。サンプルが十分に混合されていない場合、圧縮中に応力が特定の領域に集中し、破断につながります。ダイに入れる前に、バインダーとサンプルが均一に混合されていることを確認してください。
KBrペレットの曇りの解決
FTIR分析用に臭化カリウム(KBr)ペレットをプレスしていて、曇って見える場合は、原因はほぼ常に水分です。KBr粉末とプレスアンビルが完全に乾燥していることを確認してください。さらに、プロセス中に結露が形成されるのを防ぐために、粉末とアンビルは同じ温度でなければなりません。

プレスプロセスの制御
完璧なサンプルでも、力の機械的応用が一貫していないか間違っていると失敗する可能性があります。
表面の不均一性の修正
ペレット表面の不均一性は、通常、サンプルがダイ内に均一に分布していないことを示しています。プレスする前に、粉末を慎重に平らにしてください。分布が平らでも表面が不均一な場合は、問題は圧力が不足していることで、材料が完全に固まっていない可能性があります。
圧力印加の管理
過度の圧力を印加することは、ひび割れの主な原因です。特定の材料とダイサイズに対して推奨される圧力範囲内で操作していることを確認してください。逆に、必要な圧力に達しない場合は、ロードがスムーズに印加されるように、印加の一貫性を確認してください。
機器の問題の診断
サンプル準備と圧力設定が正しいにもかかわらず欠陥が続く場合は、問題はハードウェア内にある可能性が高いです。
油圧システムの障害への対処
プレスが圧力に達しない、または維持できない場合は、直ちに油圧システムを調査してください。ホースまたはシールの漏れを探し、閉塞を確認してください。摩耗したホースまたはシールは一般的な故障箇所であり、機能を回復するには適時の交換が必要です。
プランジャーの座屈の軽減
特に長いペレットをプレスする場合、プランジャーに高い座屈応力が発生する可能性があります。このリスクを軽減するには、印加力を低減するか、ペレットの高さを低くしてください。または、より短いカスタムメイドのプランジャーを使用すると、座屈なしに応力を処理するのに役立ちます。
過度の振動の解決
過度の振動は、位置ずれや部品の摩耗など、内部機械的な問題を示唆しています。これは迅速に対処する必要があります。振動を無視すると、プレスに深刻な損傷を与え、一貫してペレットの品質が悪くなる可能性があります。
トレードオフの理解
完璧なペレットの達成は、しばしば相反する要因のバランスをとることを伴います。
圧力対完全性
圧力を上げるとペレットが固まり、表面が滑らかになりますが、過度の圧力の閾値を超えると、ペレットは解放時にひび割れます。材料が、破断するのに十分な内部応力を蓄積することなく結合する特定のウィンドウを見つける必要があります。
ペレットの高さ対工具寿命
より高いペレットをプレスすると、より多くのサンプル材料を使用できますが、プランジャーにかかる座屈応力が大幅に増加します。ペレットの高さを低くすると、機器とプランジャーの完全性が保護されますが、1回の実行で分析できるサンプルの量が制限されます。
目標に合わせた適切な選択
一貫した結果を確保するために、トラブルシューティング戦略を特定の分析優先順位に合わせてください。
- 光学透明度(例:KBr)が主な焦点の場合:曇りを防ぐために、水分管理と粉末とアンビル間の温度平衡を優先してください。
- 構造的完全性が主な焦点の場合:均質性を確保するために徹底的な混合に焦点を当て、ひび割れを避けるために圧力印加を制限してください。
- 機器の寿命が主な焦点の場合:漏れがないか定期的にシールを点検し、プランジャーへの座屈応力を最小限に抑えるためにペレットの高さを低くしてください。
ペレットプレスの習得は、力よりも、準備の一貫性とツールのメンテナンスにかかっています。
概要表:
| 欠陥 | 主な原因 | 主な解決策 |
|---|---|---|
| ひび割れ | 均質でないサンプル;過度の圧力 | 混合を改善する;圧力を下げる |
| 多孔性 | 大きな粒子サイズ | サンプルをより細かい粒子に粉砕する |
| 表面の不均一性 | 不均一なサンプル分布;圧力が不足している | ダイ内の粉末を平らにする;圧力を上げる |
| 曇り(KBr) | 水分;温度の不一致 | 完全な乾燥と温度平衡を確保する |
ペレットの欠陥でお困りですか? KINTEKは、自動ラボプレス、静水圧プレス、加熱ラボプレスを含むラボプレス機を専門としており、完璧なペレット形成に不可欠な一貫した制御された圧力をもたらすように設計されています。当社の専門家は、適切なプレスを選択し、優れた結果を得るためにプロセスを最適化するお手伝いをします。今日、私たちのチームに連絡して、特定のアプリケーションについて話し合い、毎回完璧なペレットを実現してください。
ビジュアルガイド
関連製品
- 実験室の油圧割れた電気実験室の餌の出版物
- XRF KBR FTIR の実験室の出版物のための実験室の油圧餌の出版物
- 手動ラボ用油圧ペレットプレス ラボ用油圧プレス
- 全自動ラボ用油圧プレス機・ラボ用ペレットプレス機
- XRFおよびKBRペレット用自動ラボ油圧プレス



















