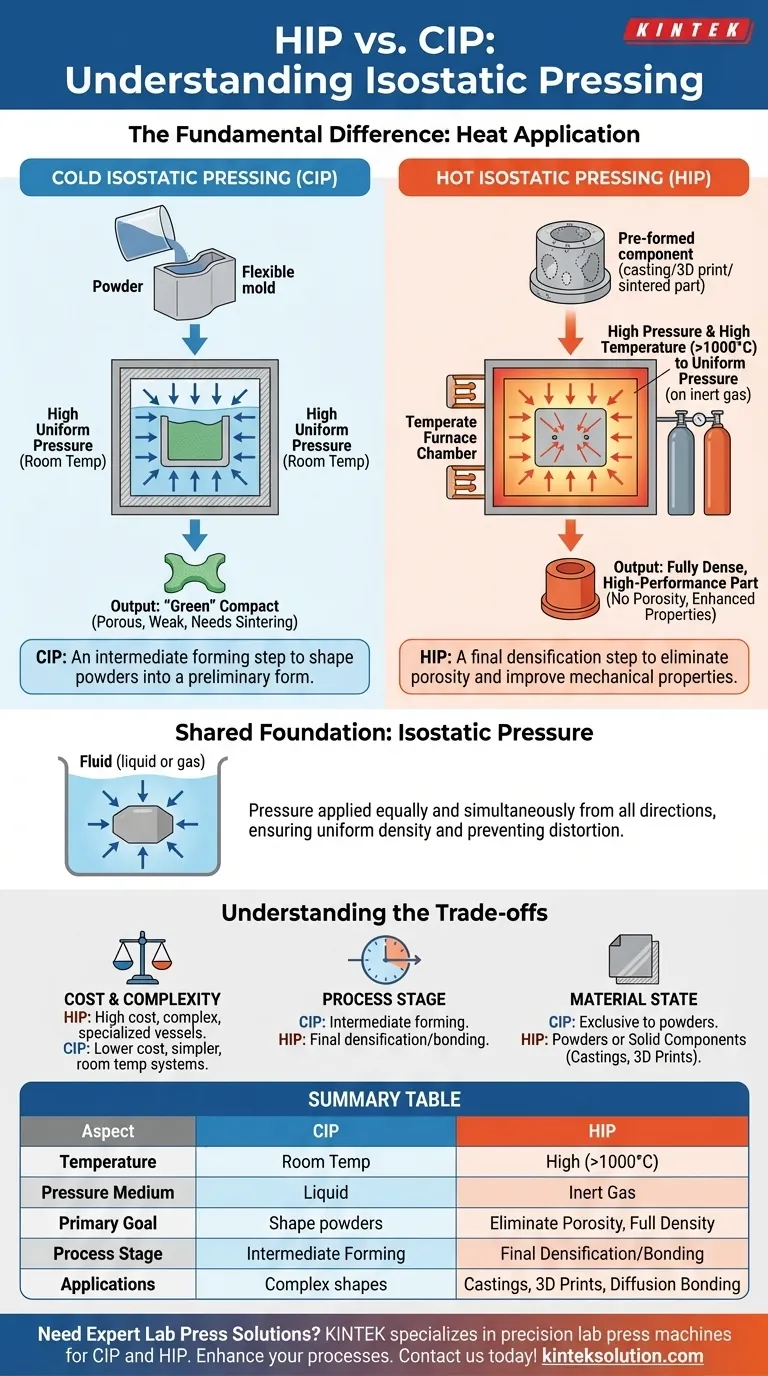
熱間静水圧プレス(HIP)と冷間静水圧プレス(CIP)の根本的な違いは、熱の適用にあります。CIPは、高くて均一な圧力を室温で適用して粉末を予備的な形状に圧縮するだけですが、HIPは、高圧と高温を同時に適用して完全な密度を達成し、コンポーネントの最終的な特性を向上させます。
どちらのプロセスも均一な圧力を使用して材料を成形しますが、その目的はまったく異なります。CIPは、粉末から脆い「グリーン」パーツを作成するために使用される成形ステップであり、HIPは、内部の気孔を除去し、完全に緻密で高性能な最終製品を作成するために使用される仕上げステップです。
圧力の役割:共通の基盤
HIPとCIPの両方とも、等方圧の原理に依存しています。これは、圧力がすべての方向から均等かつ同時に加えられることを意味します。
等方圧の仕組み
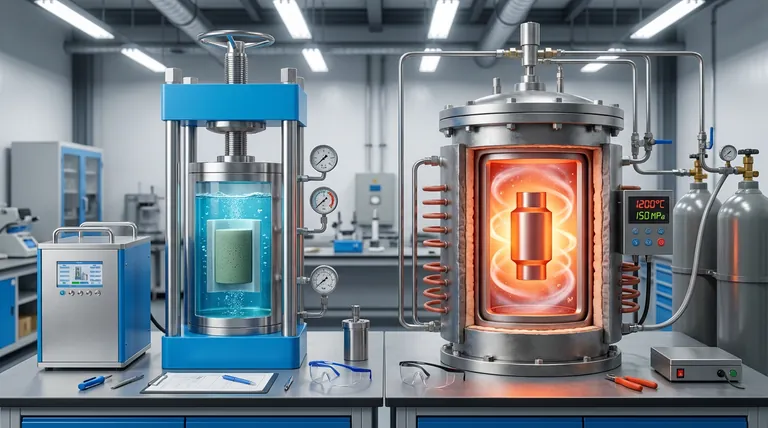
深海に沈んだ物体を想像してみてください。水圧はすべての角度から均一に作用します。等方圧プレスは、この効果を再現しますが、制御された流体(CIPの場合は液体、HIPの場合はアルゴンなどの不活性ガス)を使用して、歪みなく部品を圧縮します。
目標:均一な密度
この均一な圧力により、材料が均一に圧縮され、一方向プレス方法で一般的な反り、亀裂、密度変動が防止されます。その結果、構造全体にわたって非常に一貫した特性を持つコンポーネントが得られます。
冷間静水圧プレス(CIP):"グリーン"パーツの成形
CIPは、基本的に室温で発生する粉末固化プロセスです。これは、より大規模な製造ワークフローの中間ステップです。
室温でのプロセス
CIPでは、粉末は通常ポリウレタンやゴムのようなエラストマー製の柔軟で水密な金型またはバッグに入れられます。この密閉された金型は、その後、高圧液体チャンバーに浸漬され、金型の形状を反映した固体塊に粉末が圧縮されます。
出力:「グリーン」コンパクト
得られる部品は「グリーン」コンパクトと呼ばれます。十分な構造的完全性があり、取り扱いが可能ですが、まだ多孔質で機械的強度が弱いです。最終的な強度と密度を達成するには、焼結やHIPなどのその後の高温プロセスが必要です。
CIPの主な用途
CIPは、セラミックまたは金属粉末から複雑な形状を製造するのに優れています。グリーン状態で均一な密度を作成できるため、最終焼結用のコンポーネントを準備するのに好ましい方法となっています。
熱間静水圧プレス(HIP):最終的な密度と性能の達成
HIPは、材料の機械的特性を向上させるために使用される熱処理プロセスです。多くの場合、重要なコンポーネントの最終製造ステップです。
熱と圧力の組み合わせ
極端な圧力と高温(しばしば1,000°Cを超える)の両方を適用することで、HIPは材料内部の空隙を閉じます。熱は材料の降伏強度を低下させ、高圧が塑性変形とクリープを引き起こし、微細な孔を効果的に閉塞させます。
目標:気孔の除去
HIPは、鋳造品、3Dプリント金属部品、焼結部品からの気孔除去において比類のない能力を発揮します。このプロセスは内部欠陥を修復し、疲労寿命、延性、破壊靭性が劇的に改善された完全に緻密な材料を生み出します。
密度を超えて:拡散接合
HIPにおける高温と高圧は、固相拡散接合も促進します。これにより、2つ以上の異なる材料を溶融することなく原子レベルで接合することができ、母材と同等の強度を持つ接合部が作成されます。
トレードオフの理解
CIPとHIPのどちらを選択するかは、製造ライフサイクルにおけるそれらの明確な役割、コスト、および能力を理解する必要があります。
コストと複雑さ
HIPは、CIPよりも大幅に高価で複雑なプロセスです。高温ガスを収容できる特殊な圧力容器は、多額の設備投資が必要です。CIPシステムは、液体を使用して室温で動作するため、比較的シンプルで安価です。
プロセス段階
これが最も重要な区別です。CIPは、形状を作成するための中間成形プロセスです。HIPは、すでに成形されている部品(例:鋳造、3Dプリンティング、CIPおよび焼結)の欠陥をなくし、完成させるための最終またはほぼ最終の緻密化プロセスです。
材料の状態と用途
CIPは粉末のみに作用します。対照的に、HIPは粉末(カプセル化HIP)にも適用できますが、最終形状に近いものの内部欠陥を含む固体部品の改善によく使用されます。
目標に応じた適切なプロセスの選択
あなたの選択は、ゼロから部品を成形するのか、それとも既存の部品を完璧にするのかによって決まります。
- 粉末から均一な予備焼結形状を作成することが主な焦点である場合: CIPを使用して、一貫した密度を持つ高品質の「グリーン」コンパクトを形成します。
- 最終部品の最大密度を達成し、内部欠陥を除去することが主な焦点である場合: HIPを使用して、鋳造品、3Dプリント品、または焼結部品の気孔を修復し、機械的性能を劇的に向上させます。
- 溶融せずに異種材料を接合することが主な焦点である場合: HIPを使用して、複雑な多材料コンポーネントの強力な固相拡散接合を実現します。
最終的に、これらのプロセスは競合するものではなく、優れた最終製品を達成するために異なる段階で使用される補完的なツールです。
要約表:
| 側面 | 冷間静水圧プレス(CIP) | 熱間静水圧プレス(HIP) |
|---|---|---|
| 温度 | 室温 | 高温(例:1,000°C超) |
| 加圧媒体 | 液体 | 不活性ガス(例:アルゴン) |
| 主な目標 | 粉末を「グリーン」コンパクトに成形 | 気孔を除去し、完全な密度を達成 |
| プロセス段階 | 中間成形 | 最終緻密化または接合 |
| 用途 | 粉末からの複雑な形状 | 鋳造品、3Dプリント品、拡散接合 |
専門的なラボプレスソリューションが必要ですか? KINTEKは、自動ラボプレス、等方圧プレス、加熱ラボプレスなど、お客様のラボ固有のニーズを満たすように設計されたラボプレス機を専門としています。CIPで粉末を成形する場合でも、HIPで完全な密度を達成する場合でも、当社の機器は精度、効率、信頼性を保証します。プロセスを強化し、優れた結果を提供する方法について、今すぐお問い合わせください—今すぐお問い合わせください!
ビジュアルガイド
関連製品
- 固体電池研究のための温間等方圧プレス 温間等方圧プレス
- 電気実験室の冷たい静水圧プレス CIP 機械
- 電気分裂の実験室の冷たい静的な押す CIP 機械
- ラボ用静水圧プレス成形用金型
- 手動冷たい静的な押す CIP 機械餌の出版物



















