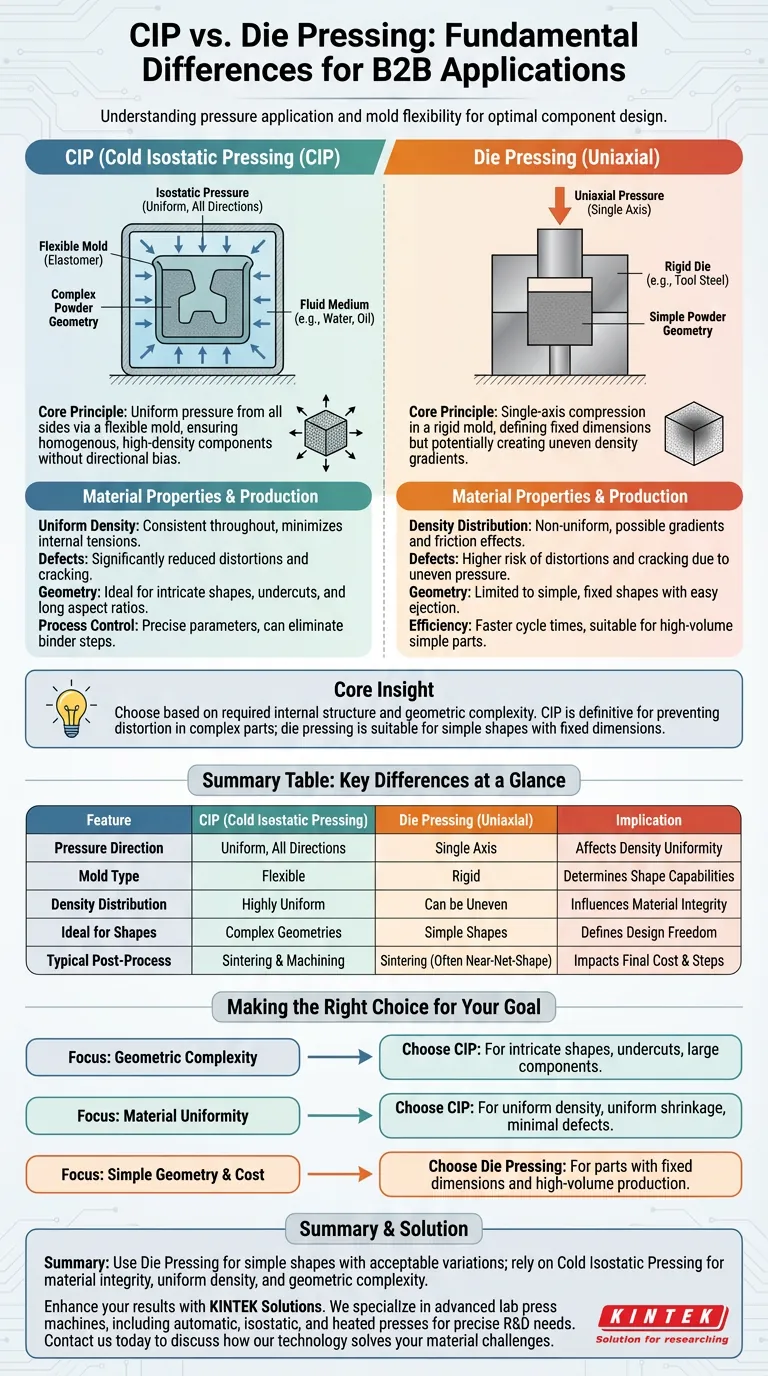
根本的な違いは、印加される圧力の方向と金型の柔軟性にあります。ダイプレス(一軸プレス)は、剛性のある金型を使用し、単一の軸に沿って粉末を圧縮するため、不均一な密度勾配が生じる可能性があります。対照的に、コールド等方圧プレス(CIP)は、柔軟な金型を流体媒体に浸漬し、あらゆる方向から均一な圧力を印加して、均質で高密度の部品を作成します。
コアの洞察:必要な内部構造と幾何学的複雑性に基づいてプロセスを選択してください。ダイプレスは固定寸法の単純な形状に適していますが、CIPは、多方向圧力が一軸圧縮に固有の密度変動を排除するため、複雑な部品の歪みを防ぐための決定的な選択肢です。
圧力印加のメカニズム
一軸力 vs 等方性力
ダイプレスは一軸プロセスです。油圧プレスを使用してパンチを剛性のあるダイに押し込み、材料を上から下へと圧縮します。この単軸アプローチは、粉末とダイ壁の間に摩擦を生じさせます。
コールド等方圧プレス(CIP)は静水圧を利用します。材料は、漏れのない柔軟な金型(エラストマー)内に密閉され、通常は油または水である流体に浸漬されます。流体は、深海で見られる圧力条件を模倣して、金型のすべての表面に同時に均等に圧力を伝達します。
剛性 vs 柔軟な工具
ダイプレスは、工具鋼またはカーバイド製の剛性のある金型に依存しています。これらは部品の固定された寸法を定義しますが、垂直に排出できる形状にジオメトリを制限します。
CIPは、ウレタン、ゴム、またはその他のエラストマーなどの材料で作られた柔軟な金型を採用しています。この柔軟性により、圧力が粉末に直接伝達され、金型が変形するにつれて均一に圧縮されます。これは、複雑な形状を実現するために重要です。

材料特性への影響
密度の均一性
最も重要な出力の違いは密度分布です。ダイプレスでは、単方向の力により粒子パッキングが不均一になることがよくあります。中心部よりも角や端部の方が密度が低くなる可能性があります。
CIPは、部品全体にわたって均一なグリーン密度を達成します。圧力がすべての側面から当たるため、粒子は均等にパッキングされ、「グリーンボディ」(未焼結部品)が生成され、一貫した強度と構造を持ちます。
構造的完全性と欠陥
ダイプレスにおける不均一な圧力は、歪みや亀裂につながる可能性があります。密度が不均一な場合、部品は後続の焼結段階で不均一に収縮し、潜在的な構造的欠陥につながります。
CIPは歪みを大幅に最小限に抑えます。均一な圧縮応力は内部張力を低減し、亀裂を防ぎ、焼結中の部品の均一な収縮を保証します。これにより、硬度、強度、耐摩耗性の向上などの優れた機械的特性が得られます。
生産能力とジオメトリ
形状の複雑さ
ダイプレスは、単純で固定されたジオメトリに限定されます。剛性ダイから簡単に排出できる単純なプロファイルを持つ部品に最適です。
CIPは、複雑で入り組んだジオメトリの製造に優れています。柔軟な金型技術により、リブや長いアスペクト比を持つ形状を作成できます。これらは、剛性ダイプレスから排出することは不可能です。
処理効率
CIPは、圧力や保持時間などのプロセスパラメータに対する強力な制御性を提供します。この制御により、製造業者は、靭性を向上させる微細粒などの特定の微細構造を達成できます。
さらに、CIPはバインダー工程を排除できます。一部の用途では、CIPはワックスバインダーと、他のプレス方法で必要とされる脱ロウ工程の必要性を排除し、生産を合理化し、材料汚染を低減します。
トレードオフの理解
グリーンボディ vs 完成品
CIPは完成品ではなく、グリーンボディを生成することを理解することが重要です。圧縮された部品は、材料と圧力に応じて、理論密度の60%から95%を達成します。
部品は高密度で取り扱い可能ですが、最終的な強度を達成するには依然として焼結(加熱)が必要です。熱と圧力を組み合わせた熱間等方圧プレス(HIP)とは異なり、CIPは圧縮のみに焦点を当てた室温プロセスです。
表面仕上げと公差
CIPは柔軟な金型を使用するため、表面仕上げと寸法公差は、剛性ダイプレスによって達成される「ネットシェイプ」ほど正確ではありません。CIP部品は、最終的な正確な寸法に到達するために二次加工が必要な場合が多いですが、ダイプレス部品はそうでない場合があります。
目標に合わせた適切な選択
CIPとダイプレスの間の決定は、幾何学的複雑性と構造的一体性の必要性のバランスにかかっています。
- 主な焦点が幾何学的複雑性の場合:CIPを選択してください。柔軟な工具により、剛性ダイでは対応できない複雑な形状、リブ、および大型部品の製造が可能になります。
- 主な焦点が材料の一体性の場合:CIPを選択して、均一な密度分布を確保し、内部欠陥を最小限に抑え、焼結中の均一な収縮を保証します。
- 主な焦点が単純なジオメトリの場合:単純で固定された寸法の部品にはダイプレスを選択してください。等方性プレスのコストとサイクルタイムが正当化されない場合。
概要:軽微な密度変動が許容される単純な形状にはダイプレスを使用してください。材料の一体性、均一な密度、および幾何学的複雑性が譲れない場合は、コールド等方圧プレスに依存してください。
概要表:
| 特徴 | コールド等方圧プレス(CIP) | ダイプレス(一軸) |
|---|---|---|
| 圧力方向 | 均一、全方向から(等方性) | 単軸(一軸) |
| 金型タイプ | 柔軟(例:ウレタン、ゴム) | 剛性(例:工具鋼) |
| 密度分布 | 非常に均一、欠陥を最小限に抑える | 勾配や不均一な密度を持つ可能性がある |
| 形状に最適 | 複雑なジオメトリ、リブ、長いアスペクト | 固定寸法の単純な形状 |
| 典型的な後処理 | 焼結が必要。二次加工が必要な場合が多い | 焼結が必要。多くの場合、ほぼ最終形状(ネットシェイプ) |
均一な密度を持つ複雑で高強度な部品を製造する必要がありますか?
KINTEKでは、自動ラボプレス、等方圧プレス、加熱ラボプレスを含む高度なラボプレス機を専門としており、これらは実験室の研究開発の正確なニーズを満たすように設計されています。当社のコールド等方圧プレス(CIP)ソリューションは、プロジェクトが必要とする材料の一体性と幾何学的柔軟性を提供します。
当社の専門知識で成果を向上させましょう。当社のプレス技術がお客様固有の材料の課題をどのように解決できるかについて話し合うために、今すぐお問い合わせください。
ビジュアルガイド
関連製品
- 自動ラボ コールド等方圧プレス CIP マシン
- 電気分裂の実験室の冷たい静的な押す CIP 機械
- 電気実験室の冷たい静水圧プレス CIP 機械
- 手動冷たい静的な押す CIP 機械餌の出版物
- スケール付き円筒プレス金型










