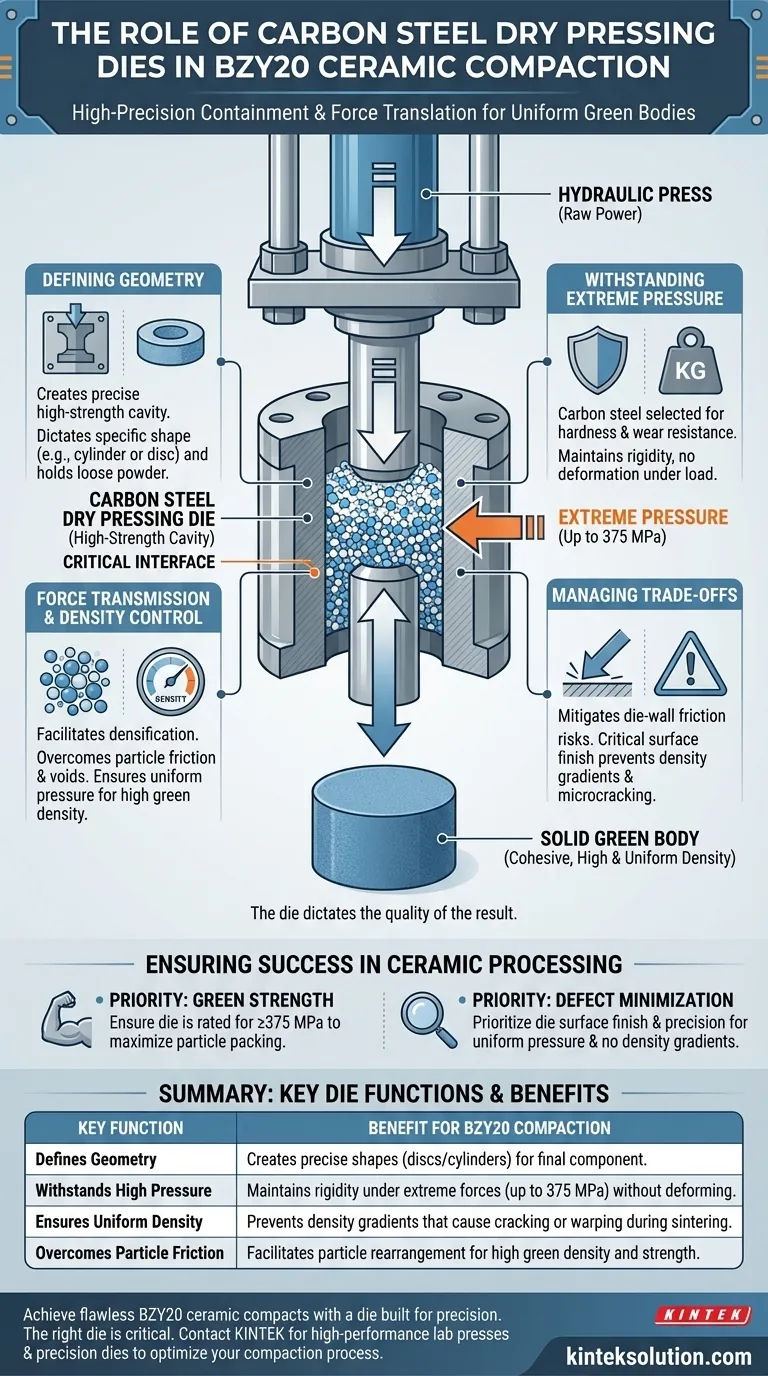
炭素鋼乾式プレス金型の主な機能は、圧縮中のBZY20セラミック粉末の形状を定義する高精度な保持容器として機能することです。これは、油圧プレスの巨視的な力を粉末に伝達し、緩い材料を取り扱いに耐えられる固体で凝集した「グリーンボディ」に変換する重要なインターフェースです。
油圧プレスは生の力を提供しますが、金型が結果の品質を決定します。金型は極端な圧力(最大375 MPa)下で剛性を維持することにより、後続の焼結段階での亀裂や不均一な収縮を防ぐために必要な高くて均一なグリーン密度を保証します。
成形と保持のメカニズム
部品形状の定義
金型は、最終的なセラミック部品の特定の形状とサイズ、通常は円筒形または円盤形を定義する高強度キャビティを作成します。
この制約は、圧力が加えられる前に、緩いBZY20粉末を所定の位置に保持するために必要です。
極端な圧力への耐性
BZY20を効果的に圧縮するには、システムはしばしば375 MPaもの高圧を必要とします。
炭素鋼材料は、その硬度と耐摩耗性のために選択されます。これは、変形したり降伏したりすることなくこの巨大な負荷に耐える必要があり、プレスサイクルの全体を通してキャビティの寸法が一定であることを保証します。

力伝達と密度制御
粒子間摩擦の克服
金型は、油圧力が粒子間摩擦と空隙を克服できるようにすることで、高密度化プロセスを促進します。
これにより、粉末粒子が再配列して高密度に充填され、未焼成体の「グリーン密度」が大幅に増加します。
密度勾配の防止
金型セットの剛性と精度は、サンプル全体にわたる圧力の均一な分布に不可欠です。
金型が変形したり、表面仕上げが悪かったりすると、圧力が不均一になります。これにより密度勾配(同じペレット内の高密度領域と低密度領域)が発生し、これは微細亀裂や反りの主な原因となります。
トレードオフの理解
金型壁摩擦のリスク
金型は密度を高めるために粉末を閉じ込めますが、粉末と金型内壁との間の摩擦は有害になる可能性があります。
この摩擦はプレス力に逆らって作用します。金型表面が完全に仕上げられていない場合、端部は高密度で中央部は多孔質のサンプルになる可能性があります。
材料限界とプロセスニーズ
炭素鋼は堅牢ですが、無限に硬いわけではありません。
375 MPaでの繰り返しサイクル下では、金型表面が摩耗する可能性があります。精度や表面の滑らかさが失われると、グリーンボディの均一性が直接低下し、高温焼結後にのみ明らかになる欠陥を引き起こす可能性があります。
セラミック加工の成功の確保
BZY20粉末と油圧プレスで最良の結果を得るには、これらの特定の優先事項を考慮してください。
- グリーン強度を最優先する場合:粒子充填を最大化するために、弾性変形なしに少なくとも375 MPaの圧力に耐えられる定格の金型であることを確認してください。
- 欠陥最小化を最優先する場合:均一な圧力分布を確保し、密度勾配を防ぐために、金型キャビティの表面仕上げと精度を優先してください。
金型の品質は、BZY20セラミックが焼結プロセスを無事に完了できるかどうかの単一の最大の予測因子です。
要約表:
| 主な機能 | BZY20成形における利点 |
|---|---|
| 形状定義 | 最終セラミック部品の精密な形状(例:円盤/円筒)を作成します。 |
| 高圧への耐性 | 変形することなく、極端な力(最大375 MPa)下で剛性を維持します。 |
| 均一な密度を保証 | 焼結中の亀裂や反りの原因となる密度勾配を防ぎます。 |
| 粒子間摩擦の克服 | 高グリーン密度と強度を実現するための粒子再配列を促進します。 |
精密に作られた金型で、欠陥のないBZY20セラミック成形体を達成しましょう。適切な金型は、グリーン密度を最大化し、焼結欠陥を最小限に抑えるために不可欠です。KINTEKは、高性能ラボプレス機(自動、静水圧、加熱ラボプレスを含む)と、それらの成功を保証する精密金型を専門としています。当社の専門知識は、お客様のような研究所が金型壁摩擦や圧力の不一致を克服し、信頼性の高い高品質のセラミック部品を製造するのを支援します。今すぐお問い合わせください。当社のソリューションがお客様の成形プロセスをどのように最適化できるかについてご相談ください。#ContactForm
ビジュアルガイド
関連製品
- FTIR のための型を押す XRF KBR の鋼鉄リング実験室の粉の餌
- ボールプレス金型
- FTIR用 XRF KBR プラスチックリング 実験室粉末ペレット成形金型
- サンプル前処理用リングプレス金型
- スケール付き円筒プレス金型




